
O campo de processamento de vidro está vendo uma grande mudança. Isto acontece enquanto construção e projetos de dispositivos testam os limites das formas antigas. Tratando de formas complicadas – das curvas estreitas necessárias para as telas HUD do carro até os pequenos buracos em vidro tecnológico muito fino – exige mudar de pressão manual para trabalho digital exato. laser para cortar vidro destaca-se como a melhor escolha para os fabricantes que querem exatamente "o que vocês vêem é o que vocês conseguem". Não traz nenhuma tensão mecânica e boas taxas de sucesso.
Desafios de precisão no processamento de vidro irregular
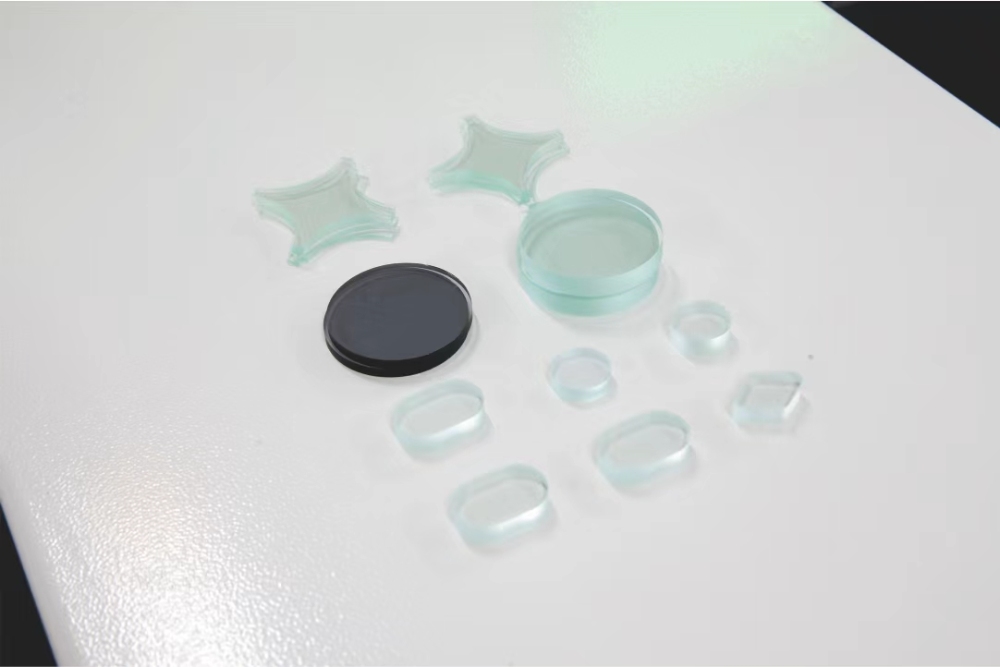
Vejas formas mecânicas de corte enfrentam grandes obstáculos com contornos detalhados. A questão principal é o aumento do estresse. Quando uma roda de diamante tenta lidar com curvas muito pequenas ou bordas apuradas, a força fica desigual. Isso leva a pequenas quebra, quebra de bordo, ou falhas completas. Para partes exatas como vidro AG (Anti-Glare) ou espelhos personalizados, tais defeitos não fazem.
Ao adicionar um laser para cortar vidro, os fabricantes saltam os contornos do toque direto. Como método livre de toque executado por configurações digitais rápidas, ele cria formas detalhadas que foram difíceis de alcançar antes. Essa mudança corta desperdícios e ajuda criadores a trazer ideias criativas e úteis à vida. Ela evita os limites das ferramentas fábricas.
Por que métodos tradicionais fracassam em Contours Complexos
O corte padrão luta com a s necessidades detalhadas de hoje devido a algumas razões chave.
- Limites de contato físico: As ferramentas de roda de diamante precisam de um raio básico de dobramento para o trabalho constante. Se a rota for demasiado detalhada, a for ça lateral se espalha mal. Isso causa uma grande queda no sucesso.
- Problemas da Zona Afectada pelo Calor (HAZ): Opções como corte de chamas ou lasers simples de CO2 criam muito estresse de calor. Um HAZ amplo torna as bordas de vidro fracas. Então precisa de um molho extra caro e lento.
- Altas despesas de acompanhamento: Cortar peças estranhas por máquina quase sempre requer suavizamento de bordo. - Um profissional máquina laser de vidro dá um limite pronto ou quase pronto. Isso reduz fortemente as necessidades de trabalho e fornecimento.
Achar curvas sem falhas através da Modulação Avançada do Laser
A chave para lidar com linhas finas é o controle inteligente do uso de energia. Novas ferramentas de fábrica usam a tecnologia MOPA (Master Oscillator Power Amplifier) para ligar velocidade e borda bem terminada.
- Tecnologia do laser MOPA: Usando um laser de fibra MOPA de comprimento de onda de 1064 nm (estabelecido entre 140W e 300W), os usuários podem ajustar exatamente o comprimento de pulso. Esse cuidadoso manejo mantém o calor focado bem. Isso resulta em um limite equilibrado, em rotas complicadas.
- Integração do Fluxo de Trabalho Digital: Os melhores sistemas funcionam plenamente com arquivos DXF, PLT e CAD. Isso permite desenhos complexos de linhas se transformarem diretamente em caminhos laser. A correspondência entre design e objeto real atinge uma precisão de ponto de ≤ 0,02mm.
- Pesquisa ultra-alta-velocidade: A velocidade do galvanômetro atinge 20.000 mm/s. A máquina de laser de vidro mantém o caminho mesmo em movimentos rápidos. Ela evita os problemas de braços de ferramentas mais lentos.
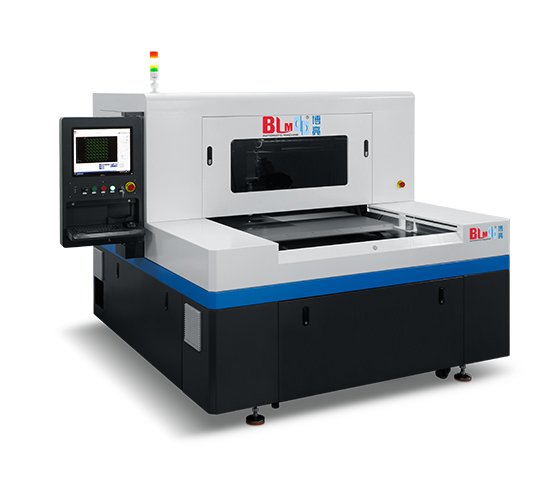
Especificações técnicas para sistemas industriais de laser de vidro
Quando procurando um cortador de vidro laser para vendaverificar especificações em função das suas necessidades. A tabela abaixo mostra características de equipamento laser de fábrica inteira para empregos exatos.
|
Característica |
Detalles da especificação técnica |
|
Tipo de fonte laser |
Laser de fibra MOPA infravermelha |
|
Range de potência laser |
140W – 300W (Ajustável) |
|
Tamanho máximo de processamento |
2500mm * 1200mm |
|
Intervalo de Espessura de Glass |
0.5mm – 20.0mm |
|
Velocidade máxima de eliminação do filme |
20.000 mm/s |
|
Precisião Repetitiva de Posição |
≤ 0.02mm |
|
Tipos de vidro suportados |
Low-E, Coated, Ultra-White, Mirrors, Glazed |
|
Ambiente Operacional |
Sala de limpeza (Recomendado) |
Escolhar um cortador de vidro laser para venda significa revisar adaptações do hardware e do software. Software personalizado da máquina automática BLM planeja rotas para cortar a construção de calor em pontos apertados. Isso ajuda a manter a força do vidro.
Valor Estratégico da Integração de Processos
Combinando tarefas em uma configuração de laser impulsiona o trabalho da fábrica e mantém a produção constante para formas detalhadas.
- Automatização e Consistencia: Saltar o trabalho de mão em passos de corte e perfuração significa que a primeira peça coincide com a última. Isso importa muito para vendedores de carros e compradores de tecnologia.
- Mantenimento Ambiental: Sistemas de recolha e limpeza de lixo construídos deixam essas ferramentas funcionar em pontos de Clean Room. Ele reduz o risco de terra em rostos de vidro chave.
Garantizar a confiabilidade a longo prazo das linhas de produção de laser
Trocar para tecnologia laser é um sólido gasto a longo prazo em estabilidade. Os lasers MOPA da fábrica duram 80.000 a 100.000 horas. Isto corta as necessidades de manutenção em comparação com configurações mecânicas que precisam de trocas frequentes de partes.
Para o trabalho superior, um forte reforço é a chave. Planos como "2-7-24" rapidamente resolvem problemas de manejo rápido. Eles registram e verificam problemas de longe no mesmo dia. Os técnicos do site consertam em 24 horas. Além disso, 3-5 dias de treinamento alvo ajudam os trabalhadores a aprender configurações. Eles podem então gerir empregos de vidro estranhos sozinhos.
Conclusão
A tecnologia de corte laser muda os limites de trabalho profundo do vidro. Ele troca ferramentas para a precisão digital. Agora, os fabricantes podem produzir muitas linhas detalhadas e pequenas partes que costumavam precisar de habilidades de mão. À medida que a necessidade de formas de vidro inteligentes cresce em áreas de construção e tecnologia, utilizar configurações de laser fortes é a melhor maneira para um trabalho rápido e de alta saída.
Para grupos que pretendem melhorar a produção de partes de vidro estranho, falando com especialistas da máquina automática BLM dá configurações exatas e configurações de equipamento. Isso transforma planos detalhados em fatos de fábrica.
FAQ
Q: Uma máquina de laser de vidro pode cortar um vidro arquitetônico espesso?
A: Claro, configurações correntes com potência de mudança até 300 W de vidro de manejo de 0,5 mm a 20 mm de espessura. O truque principal é a modificação do comprimento do pulso. Eles deixam o laser ir mais profundo enquanto mantêm bons bordos.
Q: Como o corte de laser se compara com o corte de jet de água para formas complexas?
A: O jet de água funciona bem de muitas maneiras, mas um laser para cortar vidro dá melhor exactidão a ≤ 0,02 mm. Também é mais limpo em geral. Ao contrário de um jet de água, ele salta os suprimentos de grite ou limpeza de água. Isso se encaixa com tecnologia de alto nível, e Cleanroom usa melhor.
Q: Qual é o benefício de um laser MOPA sobre um laser de fibra padrão para vidro?
A: MOPA significa Master Oscillator Power Amplifier. Isso permite mudar o comprimento do pulso. Para empregos de vidro, isso dá um controle estreito sobre efeitos de calor. É isso que impede quebrações em curvas estreitas ou linhas detalhadas.
Q: Que tipo de arquivos são necessários para operar um cortador de vidro laser?
A: Os sistemas principais pegam arquivos de trabalho comuns como DXF e PLT. Os usuários podem carregar projetos diretamente de ferramentas CAD ou CorelDRAW. Isso torna o fluxo suave do plano para o elemento final de vidro.
Q: Como o processamento laser resolve problemas de estresse em vidro em forma irregular?
A: Rodas mecânicas tradicionais causam estresse e quebra aplicando pressão desigual a curvas afiadas. A tecnologia laser usa um processo "não-contato", focando energia em um ponto microscópico para eliminar a compressão mecânica. Isto evita danos na borda e aumenta significativamente a taxa de rendimento de contornos complexos e irregulares.





