

In der heutigen Präzisionsfertigung erscheinen Glasgegenstände häufiger. Sie erscheinen in fortschrittlichen Bildschirmen für Elektronik und in Spezialglas für das Energiefeld. Doch die zarte Natur, klare Qualität und Wärmeempfindlichkeit des Glases drehen sich Glas Laserbohren Eine schwierige Aufgabe für die Hersteller. Erstklassige Ergebnisse mit hoher Leistung durch sorgfältiges Energiemanagement stehen als Hauptweg, um ein Unternehmen zu beurteilen’ s Fähigkeit in der Glaslaserbearbeitungstechnologie. Als engagierter Hersteller, der sich auf die Herstellung von Werkzeugen für die Handhabung von Tiefglas konzentriert, hat BLM Automatic Machine viel praktisches Wissen gewonnen. Dieses Handbuch bietet arbeitenden Ingenieuren einen nützlichen Plan zur genauen Einstellung der Laserstrahlenergie, um die besten Ergebnisse bei Laserbohrglas zu erzielen.
Warum ist die Strahlenergiekalibrierung der Kern der Glasverarbeitungslösungen von BLM?
In der Glaslaserbearbeitungstechnik wirkt der Laserstrahl als mehr als nur ein Gerät. Es dient als verwalteter Stromfluss. Für Werkzeuge mit höchster Genauigkeit bildet die Energieeinstellung die Grundlage der Artikelqualität.
- Energiedichte Kontrolle und Micro-Riss Unterdrückung:Beim Glaslaserbohren kann zu viel Energiedichte plötzliche Gasansammlung an einem Ort verursachen. Dies führt oft zu winzigen Brüchen in der Nähe der Lochseiten. Andererseits schafft zu wenig Energie ungleiche Grenzen. Die sorgfältige Kontrolle der Energiedichte bleibt der Hauptpunkt, auf den BLM Automatic Machine betont wird, um Schrott zu reduzieren.
- Thermische Stressprävention:Glas gilt als brechbare Substanz. Wärmeaufbau verursacht die meisten Ausfälle. Im Laserbohrglas verhindert eine schlechte Energieeinstellung, dass sich Wärme gut ausbreitet. Infolgedessen baut sich in der Nähe des Lochs ein riesiger thermischer Druck auf. Dies kann zu unerwünschten Pausen führen. Genaue Einstellung hält die Hitzebedingte Zone (HAZ) so klein wie möglich.
- Stabilität und Ausbeute:Eine stetige Energieausgabe im Laufe der Zeit bestimmt die Produktionsniveaus. Nur wenn jeder Laserpuls genau in den erlaubten Bereich passt, können wir für Tausende von Löchern gleichmäßige Qualität gewährleisten.
Welche Kernparameter bestimmen die Prozessexzellenz?
Um die Produktion auf Fabrikniveau zu erreichen, müssen die Arbeiter drei Schlüsselbereiche behandeln, die die Bohrergebnisse prägen.
|
Kernparameter |
Technische Metrik |
Auswirkungen auf die Prozessqualität |
|
Spitzenleistung |
Watt (W) / Kilowatt (kW) |
Bestimmt die Penetrationsfähigkeit und die anfängliche Bohrgeschwindigkeit |
|
Impulswiederholungsfrequenz (PRF) |
Kilohertz (kHz) |
Verwaltet Single-Impuls-Energie und Timing, Balancing Wärmeansammlung |
|
Strahlprofil |
Gaussian gegen Flat-top |
Bestimmt die Lochwandglattheit und die konische Kontrolle |
In der realen Arbeit kommt die Änderung der Spitzenleistung zuerst. Bei Glas mit unterschiedlichen Tiefen muss man den „Penetrationsschlüsselpunkt“ finden. Wenn die Leistung zu niedrig bleibt, bricht das Glas nicht durch. Wenn es zu hoch geht, entstehen erhebliche Grenzschäden. Darüber hinaus ist die Festlegung des PRF sehr wichtig. Beim Umgang mit dickerem Glas für Elektronik hält beispielsweise die Feinabstimmung des PRF das Material im Bohrbereich stabil. Gleichzeitig hält es die Geschwindigkeit hoch und senkt den Innendruck.
Empfohlene praktische Methoden zur Energiemessung und -kalibrierung
Um ein effektives Glas-Laserbohren zu erhalten, bewegen Sie sich von Vermutungen zu faktenbasierten Ansätzen.
- Echtzeit-Überwachung:Wir schlagen vor, genaue Leistungsmesser in den Lichtweg zu platzieren. Diese Einrichtung gibt sofortiges Feedback zur Laserausgabe in einer geschlossenen Schleife. Damit wird sichergestellt, dass die Energie während längerer Arbeitssitzungen im zulässigen Bereich bleibt.
- Beam Profiler Anwendung:Die Strahlform formt direkt die Ergebnisse von LaserbohrglasDurch die häufige Verwendung eines Strahlenprofilers können Arbeiter Formänderungen erkennen (wie Schichten im Modus oder Mittelpunkte). Dies hilft, Energieverschiebungen zu vermeiden, die zu Genauigkeitsabfällen führen.
- Full-Link Energiekonsistenz:Viele Arbeiter verpassen leichte Verluste. Sämtliche leichten Teile (wie Expander und Spiegelscanner) sauber und in guter Form zu halten bildet die Grundlage für eine konstante Energiehaltung in der Glaslaserbearbeitungstechnologie.
Parameteranpassung für verschiedene Glasmaterialien
Verschiedene Glas Laserbohrgehäuse erfordern einzigartigen Energiebedarf. Einstellungen müssen den Eigenschaften des Materials entsprechen:
- Hochborosilikatglas:Es ist stark widerstandsfähig gegen plötzliche Wärmeänderungen. Trotzdem braucht es Kontrolle über die Wärmeaufnahme. Daher empfehlen wir, hohe Rate, niedrige Leistung pro Puls Pläne zu verwenden.
- Quarzglas:Es hat eine extrem hohe Schmelztemperatur. Normalerweise erfordert dies eine größere Spitzenleistung im Laserbohrglas. Oft kombinieren Sie es mit sorgfältiger Strahlbildung, um Seitenschäden zu verringern.
- Neue Energie & Verbundglas:Diese kommen mit Schichten oder Beschichtungen. Sie verlangen stufenweise Stromverbrauch, um durch Schichten zu gehen, ohne die Basis zu verletzen.
Erkennung von Warnsignalen für falsche Kalibrierung
Durch die Überprüfung von Sehenswürdigkeiten und Arbeitsrückgängen können wir Probleme in der Glaslaserbearbeitungstechnologie schnell erkennen:
- Übermäßige Energiewarnung:Suchen Sie nach klaren Spritzen, großen konischen Größen (Konosität) oder Seitenbrüchen. Diese zeigen eine Energieüberlastung. Schneiden Sie die Spitzenleistung sofort ab.
- Warnung über unzureichende Energie:Achten Sie auf unfertigte Löcher oder raue, erhöhte Grenzen. Dies bedeutet, dass Laserbohrglas nicht genügend Materialgaswechsel erzeugt hat. Schauen Sie sich Lichtpassverluste an oder ändern Sie den PRF.
Aufbau eines standardisierten, hocheffizienten Workflows
Um ein glattes Glaslaserbohren sicherzustellen, ist die Festlegung von Produktionsregeln von entscheidender Bedeutung:
- Kalibrierungsanleitungen: Nehmen Sie von den festgelegten Workflows der BLM Automatic Machine ein. Laserleistung, Geschwindigkeit und Fokusflecken als Standardschritte (SOPs) beheben.
- Datengesteuertes Produktionsmanagement: Verwenden Sie Steuersysteme, um Arbeitseinstellungen für jede Gruppe von Laserbohrglasen zu protokollieren. Dies ermöglicht es Ihnen, Energieabfall Muster zu studieren, wie das Werkzeug altert.
- Regelmäßige optische Wartung: Als Schlüsselteil GlaslaserbearbeitungstechnologieLichtsysteme benötigen feste Wartungspläne. Dazu gehören routinemäßige Objektivtücher oder Austausche.
Schlussfolgerung
Genaue Energieeinstellung geht über eine einfache Aufgabe hinaus. Es fungiert als verstecktes Werkzeug für eine hohe Leistung von BLM Automatic Machine Tools. Mit intelligenter Einstellung verbinden wir Testeinstellungen mit einer großen, schnellen Ausgabe. Wir vertrauen darauf, dass dieses Handbuch arbeitenden Ingenieuren bei stetigen Prozessverbesserungen hilft. Wenn Sie mit Ausgangsblocken konfrontiert sind, bitten wir Sie, die Prozessregeln der BLM Automatic Machine zu überprüfen, um auf faktenbasierte Weise Schritte voranzutreiben.
FAQ (häufig gestellte Fragen)
F: Warum BLM Automatische Maschine’Glaslaserausrüstungen bieten überlegene Verarbeitungsergebnisse?
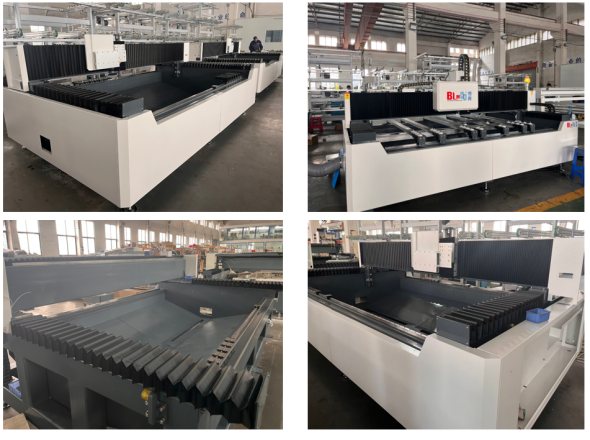
A: Unsere Werkzeuge, wie die kombinierte Glaslaserbohr-, Sandstrahl- und Filmentfernungseinheit, verwenden einen 1064 nm Infrarotlaser. Sie kombinieren es mit unseren eigenen Steuerprogrammen, um eine hochpräzise Arbeit für Glastiefen von 0,5 mm bis 20 mm zu erreichen. Die berührungsfreie Methode reduziert die Wahrscheinlichkeit von Brüchen in schwierigen Formen. Außerdem umfasst das Setup eine automatische Glasschrottsaufnahme, um die Dinge sauber zu halten. Dies gewährleistet Stabilität von Anfang an.
F: Ist BLM automatische Maschine’Lasergeräte unterstützen verschiedene Arten von Glas?
A: Ja. Unsere Werkzeuge verarbeiten Low-E-Glas, ultraweißes Glas, Aluminium-/Silberspiegel, klares Glas und hellschattiges Glas. Wir enthalten fertige Parameterpläne für jeden Typ. Dies garantiert die Leistung von Laserbohrglas.
F: Was ist der After-Sales-Reaktionsprozess für BLM Automatic Machine?
A: Wir haben eine „2-7-24“ schnelle Antwort eingerichtet:
- Support-Mitarbeiter beenden Probleme Protokolle und geben ferne Hilfe am selben Tag.
- Wenn Fernbehebungen nicht funktionieren, schicken wir Mitarbeiter in der Nähe zum Standort.
- Häufige Probleme werden innerhalb von 24 Stunden behoben. Große Probleme kommen mit kurzfristigen Stand-in-Plänen, um Ihre Glaslaserbearbeitungstechnologielinne am Laufen zu halten.
F: Bietet BLM Automatic Machine Schulungen an?
A: Ja. Wir geben Ihnen zwei Optionen:
- Standortbasiertes Lernen: Käufer schicken Mitarbeiter auf unsere Hauptseite für 3-5 Tage Sitzungen zur Verwendung von Werkzeugen, Einstellungsänderungen und Fehlerbehebungen.
- Hilfe vor Ort: Die Mitarbeiter bieten persönliche Anleitung während der Einrichtung. Außerdem teilen wir Webvideos und digitale Leitfaden für die Weiterbildung.
F: Neben Lasergeräten, welche anderen Bohrmaschinen empfiehlt BLM?
A: Wir liefern eine komplette Linie basierend auf Anwendungsfällen: Möbel / Automotive Glasbohrmaschine (A22), Hausgerät / Elektronische Glasbohrmaschine (A15-3), Duschraumserie (A11B / A23 / A31D / A66) und schnelle Bohr- / Fräs- / Polieren All-in-One-Einheiten (A92 / A98), um hohe Volumenbedarf für detaillierte Teile zu erfüllen.





