

В современном точном производстве стеклянные изделия появляются чаще. Они появляются в передовых экранах для электроники и в специальном стекле для энергетического поля. Тем не менее, деликатная природа, ясное качество и чувствительность к теплу стекла поворачиваются стеклянное лазерное бурение Это сложная задача для создателей. Получение лучших результатов с высокой производительностью через тщательное управление энергией является основным способом судить о фирме’ навыки в технологии лазерной обработки стекла. Будучи преданным производителем, сосредоточенным на создании инструментов для обработки глубокого стекла, BLM Automatic Machine приобрела много практических знаний. Это руководство предлагает рабочим инженерам полезный план для точной регулирования энергии лазерного луча, чтобы получить лучшие результаты в лазерном буровом стекле.
Почему калибровка энергии луча является ядром решений BLM для обработки стекла?
В технологии лазерной обработки стекла лазерный луч действует не только как устройство. Он служит управляемым потоком энергии. Для инструментов, стремящихся к максимальной точности, регулирование энергии является основой качества изделия.
- Контроль плотности энергии и подавление микро-трещин:При проведении лазерного бурения стекла слишком большая плотность энергии может вызвать внезапное накопление газа в одном месте. Это часто приводит к крошечным переломам вблизи сторон отверстий. С другой стороны, слишком мало энергии создает неравномерные границы. Тщательный контроль плотности энергии остается главным моментом, на котором BLM Automatic Machine подчеркивает, чтобы сократить слом.
- Предотвращение теплового стресса:Стекло считается сломальным веществом. Накопление тепла вызывает большинство сбоев. В лазерном буровом стекле плохая регулировка энергии останавливает хорошее распространение тепла. В результате возле отверстия наращивается огромное тепловое давление. Это может привести к нежелательным перерывам. Точная регулировка позволяет сохранить зону воздействия тепла (HAZ) как можно меньше.
- Устойчивость оборудования и урожайность:Стабильное производство энергии со временем определяет уровень производства. Только если каждый лазерный импульс точно вписывается в допустимый диапазон, мы можем обеспечить равномерное качество для тысяч отверстий.
Какие основные лазерные параметры определяют качество процесса?
Чтобы достичь производительности на заводском уровне, рабочим необходимо обрабатывать три ключевых области, которые формируют результаты бурения.
|
Основный параметр |
Техническая метрика |
Влияние на качество процесса |
|
Пиковая мощность |
Ватт (Вт) / Киловатт (кВт) |
Определяет способность проникновения и первоначальную скорость бурения |
|
Частота повторения импульса (PRF) |
Килогерц (кГц) |
Управляет одноимпульсной энергией и временем, балансирует накопление тепла |
|
Профиль луча |
Гауссиан против Плоского топа |
Определяет гладкость стены отверстия и контроль конуса |
В реальной работе изменение пиковой мощности приходит в первую очередь. Для стекла с различными глубинами, вы должны найти «ключевую точку проникновения». Если мощность остается слишком низкой, стекло не пробивается. Если он будет слишком высоким, произойдет серьезный пограничный ущерб. Кроме того, установление ПРФ имеет большое значение. Например, при обращении с более толстым стеклом для электроники тонкая настройка PRF поддерживает стабильность материала в зоне бурения. В то же время он поддерживает скорость и снижает внутреннее давление.
Рекомендуемые практические методы измерения и калибровки энергии
Чтобы получить эффективное лазерное бурение стекла, перейдите от догадок к подходам, основанным на фактах.
- Мониторинг в реальном времени:Мы предлагаем разместить точные измерители мощности в световом пути. Эта настройка дает мгновенную обратную связь с лазерным выходом в закрытом цикле. Таким образом, он гарантирует, что энергия остается в допустимом диапазоне во время длительных рабочих сессий.
- Применение профильера луча:Форма пучка непосредственно формирует результаты лазерное бурильное стекло. Используя профильщик луча часто, рабочие могут заметить изменения формы (такие как смены в режиме или центровые точки). Это помогает избежать сдвигов энергии, которые вызывают падения точности.
- Полная энергетическая последовательность:Многие работники упускают небольшие потери. Сохранение всех легких частей (таких как расширители и зеркальные сканеры) чистыми и в хорошем состоянии является основой для сохранения стабильной энергии в технологии лазерной обработки стекла.
Настройка параметров для различных стеклянных материалов
Различные стеклянные лазерные буровые корпусы требуют уникальных энергетических потребностей. Настройки должны соответствовать особенностям материала:
- Высоко-боросиликатное стекло:Он обладает твердой устойчивостью к внезапным тепловым изменениям. Тем не менее, он нуждается в контроле над накоплением тепла. Поэтому мы рекомендуем использовать высокоскоростные планы с низкой мощностью на импульс.
- Кварцовое стекло:Он имеет чрезвычайно высокую температуру плавления. Как правило, это требует большей пиковой мощности в лазерном буровом стекле. Часто сочетайте его с осторожным формированием луча, чтобы уменьшить повреждение бока.
- Новая энергия и Композитное стекло:Они поставляются с слоями или покрытиями. Они требуют поэтапного использования энергии, чтобы пройти через слои, не повреждая основы.
Выявление предупреждающих сигналов о неправильной калибровке
Проверяя достопримечательности и возвращения работы, мы можем быстро обнаружить проблемы в технологии лазерной обработки стекла:
- Предупреждение о чрезмерной энергии:Ищите прозрачные распылки, большие конические размеры (коничность) или боковые разрывы. Они показывают перенагрузку энергии. Сразу же отключите пиковую мощность.
- Предупреждение о недостаточной энергии:Следите за незавершенными отверстиями или грубыми, поднятыми границами. Это означает, что лазерное бурение стекла не создало достаточного количества материальных газов. Посмотрите на потери прохода света или измените PRF.
Создание стандартизированного высокоэффективного рабочего процесса
Чтобы обеспечить гладкое лазерное бурение стекла, установление правил производства имеет жизненно важное значение:
- Руководства по калибровке: взять из установленных рабочих процессов BLM Automatic Machine. Установите мощность лазера, скорость и фокусные пятна в качестве стандартных шагов (SOP).
- Управление производством на основе данных: Используйте системы управления для регистрации настроек работы для каждой группы лазерного бурового стекла. Это позволяет изучать модели падения энергии по мере старения инструмента.
- Регулярное оптическое обслуживание: как ключевая часть технология лазерной обработки стекла, световые системы нуждаются в твердых планах обслуживания. К ним относятся обычные полотенцы или замены линз.
Вывод
Точная регулировка энергии выходит за рамки простой работы. Он действует как скрытый инструмент для высокой производительности от автоматических станков BLM. С помощью умной регулировки мы подключаем настройки тестирования к крупномасштабному, быстрому выходу. Мы верим, что это руководство помогает работающим инженерам в постоянном совершенствовании процесса. Если вы сталкиваетесь с блоками выхода, мы настоятельно призываем вас проверить правила процесса автоматической машины BLM, чтобы предпринять шаги вперед с помощью фактических способов.
Часто задаваемые вопросы
В: Почему автоматическая машина BLM'с стеклянное лазерное оборудование обеспечивает превосходные результаты обработки?
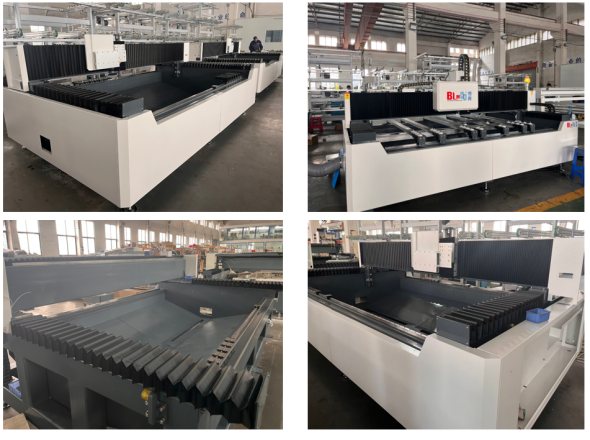
Ответ: Наши инструменты, такие как комбинированное стеклянное лазерное бурение, песковые струи и блок для удаления пленок, используют инфракрасный лазер 1064 нм. Они сочетают его с нашими собственными программами управления, чтобы достичь высокой точности работы для глубин стекла от 0,5 мм до 20 мм. Безприкосновительный метод снижает вероятность перерывов в сложных формах. Кроме того, настройка включает в себя автоматический сбор стеклянного лома, чтобы держать вещи чистыми. Это обеспечивает стабильность с самого начала.
Q: Автоматическая машина BLM'с лазерное оборудование поддерживает различные типы стекла?
О: Да. Наши инструменты обрабатывают стекло с низким уровнем E, ультрабелое стекло, алюминиевые / серебряные зеркала, прозрачное стекло и светло-теневое стекло. Мы включаем готовые планы параметров для каждого типа. Это гарантирует выход лазерного бурового стекла.
В: Каков послепродажный процесс ответа на автоматическую машину BLM?
Ответ: Мы установили настройку быстрого ответа «2-7-24»:
- Сотрудники поддержки завершают журналы проблем и оказывают удаленную помощь в тот же день.
- Если далекие исправления не работают, мы отправляем ближайших работников на сайт.
- Общие проблемы решаются за 24 часа. Большие проблемы возникают с краткосрочными планами, чтобы сохранить вашу технологию лазерной обработки стекла.
В: Автоматическая машина BLM обеспечивает обучение?
О: Да. Мы предлагаем два варианта:
- Обучение на сайте: Покупатели отправляют персонал на наш главный сайт на 3-5 дней сессий по использованию инструментов, изменениям настроек и исправлениям проблем.
- Помощь на месте: Работники предлагают личное руководство во время установки. Мы также делимся веб-видео и цифровыми руководствами для дальнейшего изучения.
В: Помимо лазерного оборудования, какие другие буровые машины рекомендует BLM?
A: Мы поставляем полную линию, основанную на случаях использования: Мебель / Автомобильная стеклянная буровая машина (A22), Бытовая техника / Электронная стеклянная буровая машина (A15-3), Душевая комната серии (A11B / A23 / A31D / A66) и быстрые буровые / фрезерные / полирующие все-в-одном блоки (A92 / A98) для удовлетворения потребностей в больших объемах для детальных деталей.





