

In today’s precise manufacturing, glass items are showing up more often. They appear in advanced screens for electronics and in special glass for the energy field. Yet, the delicate nature, clear quality, and heat sensitivity of glass turn glass laser drilling into a tough task for makers. Getting top-notch results with high output through careful energy management stands as the main way to judge a firm’s skill in glass laser processing technology. As a dedicated maker focused on creating deep glass handling tools, BLM Automatic Machine has gained a lot of hands-on knowledge. This handbook offers working engineers a useful plan for accurately adjusting laser beam energy to get the best outcomes in laser drilling glass.
Why Is Beam Energy Calibration the Core of BLM’s Glass Processing Solutions?
In glass laser processing technology, the laser beam acts as more than just a device. It serves as a managed flow of power. For tools aiming for top accuracy, energy adjustment forms the base of item quality.
- Energy Density Control and Micro-crack Suppression:When doing glass laser drilling, too much energy density can cause sudden gas buildup in one spot. This often results in tiny breaks near the hole sides. On the other hand, too little energy creates uneven borders. Careful control of energy density remains the main point that BLM Automatic Machine stresses to cut down on scrap.
- Thermal Stress Prevention:Glass counts as a breakable substance. Heat buildup causes most failures. In laser drilling glass, poor energy adjustment stops heat from spreading well. As a result, huge thermal pressure builds near the hole. This can lead to unwanted breaks. Accurate adjustment keeps the Heat Affected Zone (HAZ) as small as possible.
- Equipment Stability and Yield:Steady energy output over time shapes production levels. Only if each laser pulse fits exactly in the allowed range can we ensure even quality for thousands of holes.
Which Core Laser Parameters Determine Process Excellence?
To reach factory-level output, workers need to handle three key areas that shape drilling results.
|
Core Parameter |
Technical Metric |
Impact on Process Quality |
|
Peak Power |
Watt (W) / Kilowatt (kW) |
Determines penetration capability and initial drilling speed |
|
Pulse Repetition Frequency (PRF) |
Kilohertz (kHz) |
Manages single-pulse energy and timing, balancing heat accumulation |
|
Beam Profile |
Gaussian vs. Flat-top |
Determines hole wall smoothness and taper control |
In real work, changing peak power comes first. For glass with different depths, you have to locate the “penetration key point.” If the power stays too low, the glass won’t break through. If it goes too high, major border damage happens. Moreover, setting the PRF matters a lot. For instance, when handling thicker glass for electronics, fine-tuning the PRF keeps the material steady in the drilling area. At the same time, it holds up speed and cuts down on inner pressure.
Recommended Practical Methods for Energy Measurement and Calibration
To get effective glass laser drilling, move away from guesswork toward fact-based approaches.
- Real-time Monitoring:We suggest placing exact power meters in the light path. This setup gives instant feedback on laser output in a closed loop. Thus, it makes sure energy stays in the allowed range during extended work sessions.
- Beam Profiler Application:The beam form directly shapes the outcomes of laser drilling glass. By using a beam profiler often, workers can spot form changes (like shifts in mode or center points). This helps avoid energy shifts that cause accuracy drops.
- Full-link Energy Consistency:Plenty of workers miss light losses. Keeping all light parts (like expanders and mirror scanners) clean and in good shape forms the base for holding steady energy in glass laser processing technology.
Parameter Customization for Different Glass Materials
Various glass laser drilling cases need unique energy demands. Settings have to match the traits of the material:
- High-Borosilicate Glass:It has solid resistance to sudden heat changes. Still, it needs control over heat buildup. So, we advise using high-rate, low-power-per-pulse plans.
- Quartz Glass:It has an extremely high melting temperature. Normally, this calls for greater peak power in laser drilling glass. Often, pair it with careful beam forming to lessen side harm.
- New Energy & Composite Glass:These come with layers or coatings. They demand stepped power use to go through layers without hurting the base.
Identifying Warning Signals of Improper Calibration
By checking sights and work returns, we can spot problems fast in glass laser processing technology:
- Excessive Energy Warning:Look for clear splatter, large taper size (conicity), or side breaks. These show energy overload. Cut peak power right away.
- Insufficient Energy Warning:Watch for unfinished holes or rough, raised borders. This means laser drilling glass did not create enough material gas change. Look into light pass losses or change the PRF.
Building a Standardized High-Efficiency Workflow
To make sure of smooth glass laser drilling, setting production rules is vital:
- Calibration Manuals: Take from BLM Automatic Machine’s set workflows. Fix laser power, rate, and focus spots as standard steps (SOPs).
- Data-driven Production Management: Employ control systems to log work settings for each group of laser drilling glass. This lets you study energy drop patterns as the tool ages.
- Regular Optical Maintenance: As the key part of glass laser processing technology, light systems need firm upkeep plans. These include routine lens wipes or swaps.
Conclusion
Exact energy adjustment goes beyond a simple job. It acts as the hidden tool for strong performance from BLM Automatic Machine tools. With smart adjustment, we connect test settings to big-scale, quick output. We trust this handbook aids working engineers in steady process improvements. If you face output blocks, we urge you to check the BLM Automatic Machine’s process rules to take steps forward via fact-based ways.
FAQ
Q: Why does BLM Automatic Machine’s glass laser equipment provide superior processing results?
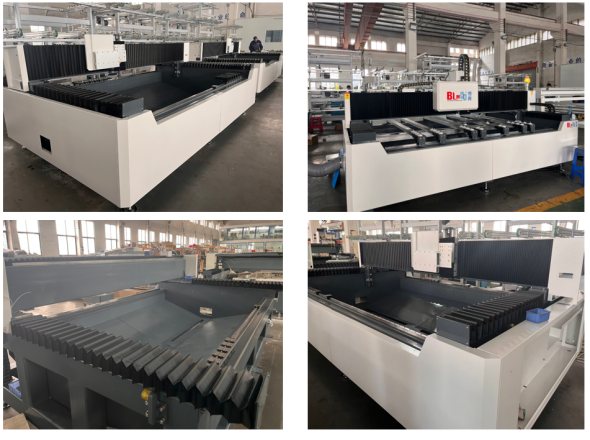
A: Our tools, like the combined glass laser drilling, sandblasting, and film removal unit, use a 1064nm infrared laser. They pair it with our own control programs to reach high-accuracy work for glass depths from 0.5mm to 20mm. The touch-free method cuts down the chance of breaks in tricky forms. Plus, the setup includes auto glass scrap pickup to keep things clean. This ensures steadiness right from the start.
Q: Does BLM Automatic Machine’s laser equipment support various types of glass?
A: Yes. Our tools handle Low-E glass, ultra-white glass, aluminum/silver mirrors, clear glass, and light-shade glazed glass. We include ready parameter plans for each type. This guarantees the output of laser drilling glass.
Q: What is the after-sales response process for BLM Automatic Machine?
A: We set up a “2-7-24” quick reply setup:
- Support staff finish issue logs and give far-off help on the same day.
- If far-off fixes don’t work, we send close-by workers to the site.
- Common issues get fixed in 24 hours. Big issues come with short-term stand-in plans to keep your glass laser processing technologyline going.
Q: Does BLM Automatic Machine provide training?
A: Yes. We give two options:
- Site-based learning: Buyers send staff to our main site for 3-5 days of sessions on tool use, setting changes, and issue fixes.
- On-site help: Workers offer personal guidance during setup. We also share web videos and digital guides for continued study.
Q: Besides laser equipment, what other drilling machines does BLM recommend?
A: We supply a full line based on use cases: Furniture/Automotive Glass Drilling Machine (A22), Home Appliance/Electronic Glass Drilling Machine (A15-3), Shower Room series (A11B/A23/A31D/A66), and quick Drilling/Milling/Polishing all-in-one units (A92/A98) to fit high-volume needs for detailed parts.





