

Jahrelang betrieben Glasverarbeiter separate Linien für Bohren, Kantenbearbeitung und Lochbearbeitung. Jeder Maschinenwechsel führte zu Zeitverlust, Ausrichtungsfehlern und zusätzlichem Arbeitsaufwand. Heute erfordern kürzere Lieferzeiten, komplexe Lochmuster und dünnere Glassubstrate einen anderen Ansatz. Integrierte Glasbohr- und Frästechnologie eliminiert diese Übergaben. Das Glas bleibt in einer Vorrichtung, einem Programm und einem durchgängigen Arbeitsablauf. Dabei geht es nicht nur um Zeitersparnis, sondern auch um die Einhaltung von Toleranzen. Glasmaschinen Lieferanten Wir stimmen zu, dass Einzelmaschinen nicht garantieren können, wann die Löcher auf einer 6 Meter langen Platte ausgerichtet sein müssen oder wann eine einzelne Platte 16 verschiedene Lochdurchmesser benötigt.
Integriertes Glasbohren und -fräsen verstehen
Präzisionsbohren von Glas beginnt mit Stabilität
Das Bohren in Glas unterscheidet sich grundlegend vom Bohren in Metall. Glas hat keine Streckgrenze. Sobald seine Belastungsgrenze überschritten wird, bricht es. Daher hängt präzises Glasbohren vollständig von der Maschinensteifigkeit, der Spindelsteuerung und der Möglichkeit ab, die Vorschubgeschwindigkeit in Echtzeit zu regeln. Einzelne Bohrmaschinen stoßen an ihre Grenzen, wenn sich die Bohrlochpositionen zwischen den Aufspannungen ändern. Integrierte Maschinen lösen dieses Problem, indem sie alle Bearbeitungsschritte in einem einzigen Spannzyklus durchführen. Das Glas wird einmalig eingespannt. Das CNC-System erfasst seine Position. Jeder nachfolgende Bearbeitungsschritt bezieht sich auf denselben Nullpunkt.
Die robuste Konstruktion in Kombination mit intelligenter Vorschubsteuerung macht diese Technologie in der Produktion so effektiv. Bei der Bearbeitung von Duschglas auf einer integrierten Linie muss die Maschine Materialstärken von 4 mm bis 19 mm ohne manuelle Parameteränderungen verarbeiten können. Moderne Systeme nutzen servogesteuerte Schnecken mit einstellbaren Vorschubgeschwindigkeiten von 0 bis 3 mm/s. Das Ergebnis ist eine gleichbleibend hohe Lochqualität über die gesamte Produktionsreihe.
Glasfräsverfahren zur Kantenbearbeitung und Locherweiterung
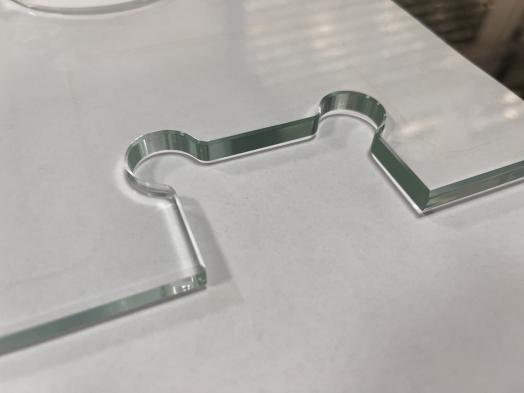
Bohren erzeugt das Loch. Fräsen vollendet es. Das Glasfräsen ist unerlässlich für Senkungen, Schlitze oder nicht runde Öffnungen. Bei separaten Anlagen müsste das Glas zu einer separaten Fräse transportiert werden, was Ausbrüche und Fehlausrichtungen riskiert. Integrierte Bohr- und Fräsmaschinen führen beide Arbeitsgänge aus, ohne das Werkstück zu entnehmen. Dieselbe Spindel, die das Pilotloch bohrt, kann zum Fräsen umgeschaltet werden und das Loch auf das exakte Maß erweitern.
Dies ist besonders wichtig bei architektonischen Anwendungen, bei denen die Beschläge direkt in vorgebohrte Löcher montiert werden. Bereits geringfügige Abweichungen erzeugen Spannungsspitzen, die selbst Monate nach der Installation zu Rissen im Sicherheitsglas führen können. Durch Fräsen und Bohren im selben Arbeitsgang wird die Toleranzdifferenz vermieden, die sich bei mehreren Maschinen ansammelt.
Die messbaren Vorteile des CNC-Glasbohrens
Der Übergang vom manuellen zum CNC-gesteuerten Glasbohren bedeutet Wiederholgenauigkeit PräzisionsglasbearbeitungEin geübter Bediener mag den ganzen Vormittag perfekte Löcher bohren, doch irgendwann macht sich Ermüdung breit. Ein CNC-System hingegen ermüdet nie. Das bringt folgende praktische Vorteile:
- Der automatische Werkzeugwechsel eliminiert die Rüstzeiten bei Änderungen des Lochdurchmessers.
- Die Online-Zeichenunterstützung ermöglicht es den Bedienern, CAD-Dateien direkt zu importieren.
- Die Barcode-Scanfunktion liest die Auftragszettel und lädt automatisch das korrekte Bohrmuster.
- Die ERP-Anbindung sendet Produktionsdaten in Echtzeit an Ihr Managementsystem zurück.
Bei Maschinen der Serien A81, A82 und A83 fasst das rotierende Werkzeugmagazin 8 bis 24 Bohrer. Für Hersteller von Duschglas, die Aufträge mit unterschiedlichen Lochgrößen in einem Arbeitsgang bearbeiten, wechselt die Maschine in weniger als zwei Sekunden zum nächsten Bohrer. Die Produktion läuft ohne Unterbrechung weiter.
Anwendungen in der modernen Glasherstellung
Architekturglasbohrungen im Maßstab
Die Bohrung von Architekturglas stellt Anforderungen, die in anderen Branchen nicht vorkommen. Eine Vorhangfassadenplatte misst beispielsweise 3.000 mm x 1.800 mm und weist 16 Bohrungen auf. Die Fehlertoleranz ist nahezu null, da Änderungen an gehärtetem Glas vor Ort nicht möglich sind.
Integrierte Maschinen realisieren dies durch einen erweiterten Achsverfahrweg. Die A83 bearbeitet Glas bis zu einer Größe von 2.500 mm x 1.500 mm mit drei unabhängigen Spindeln. Diese versetzte Anordnung ermöglicht es der Maschine, mehrere Lochgruppen gleichzeitig zu bohren, ohne das Glas neu positionieren zu müssen. Die Zykluszeiten halbieren sich im Vergleich zu Maschinen mit nur einer Spindel.
Architekturfertiger schätzen vor allem die Möglichkeit, sowohl Serien- als auch Sonderanfertigungen ohne Umrüstung abzuwickeln. Wenn dieselbe Produktionslinie vormittags 200 identische Paneele und nachmittags 15 individuell gefertigte Balkonpaneele produziert, wird Flexibilität zum Gewinn.
Serien- und Einzelproduktion ohne Strafgebühren
Nicht jeder Glasverarbeiter betreibt Massenproduktionslinien. Viele Betriebe leben von Einzelaufträgen – ein Dutzend Duschabtrennungen, 30 Tischplatten, dann ein einzelnes, individuell angefertigtes Geländer. Herkömmliche Automatisierungslösungen stoßen bei diesen Betrieben an ihre Grenzen, da die Rüstzeiten die Rentabilität bei kleinen Losgrößen zunichtemachen.
Die integrierte Glasbohrtechnik löst dieses Problem mit Schnellwechselwerkzeugen und Offline-Programmierung. Die Bediener entwerfen das Lochmuster im Büro mit derselben Software, die auch auf der Maschine läuft. Das Laden des Programms an der Maschine dauert weniger als eine Minute. Betriebe, die die A98 mit ihrer 8+8-Spindelkonfiguration einsetzen, können einen kompletten Auftrag bohren, fräsen und polieren, ohne jemals manuell Werkzeuge wechseln zu müssen. Die Maschine fasst 16 verschiedene Bohrer in ihren Werkzeugmagazinen.
Integration mehrerer Prozesse auf einer einzigen Plattform
Wenn Bohren, Fräsen und Polieren in einem kontinuierlichen Arbeitsgang verschmelzen, wird das Glas als Rohling zugeführt und direkt zum Härten vorbereitet. Zwischenbearbeitungen sind nicht erforderlich. Betrachten wir die Konfiguration A98. Sie verarbeitet Glas bis zu einer Größe von 6.000 mm x 2.500 mm mit einem Bearbeitungsbereich von X1: 0–6.000 mm und Y1/Y2: 0–2.500 mm. Die beiden Werkzeugmagazine fassen jeweils acht Werkzeuge. Ein Magazin enthält beispielsweise Bohrer von 6 bis 50 mm Durchmesser, das andere Fräser und Polierköpfe. Das Programm ruft das jeweils benötigte Werkzeug auf, und das Drehmagazin positioniert es in weniger als zwei Sekunden.
Das ist keine Theorie. BLM Automatic Machine hat diese Anlagen in Architekturglaswerken im 24-Stunden-Betrieb im Einsatz. Ein Kunde verarbeitet Verbundglasscheiben für Aufzugsinnenausstattungen. Ein anderer nutzt dieselbe Maschinenfamilie für Photovoltaikglas, wo die Lochgenauigkeit die Effizienz der Module direkt beeinflusst.
Vorteile des integrierten Bohrens und Fräsens
Erhöhte Effizienz durch reduzierten Handhabungsaufwand
Jede Bewegung des Glases birgt Beschädigungsrisiko. Jedes Messen und Spannen durch einen Bediener führt zu Produktionsausfällen. Integrierte Maschinen schneiden beides. Das Glas wird am Einlauf zugeführt und von Förderrollen zur Bohrstation transportiert. Das CNC-System der Bohrmaschine für Glas Die Maschine erfasst die Kantenpositionen mithilfe patentierter automatischer Ausrichtungstechnologie. Nach der Registrierung bohrt sie alle Löcher, führt alle erforderlichen Fräsarbeiten durch und transportiert das fertige Glas zum Auslauftisch. Im Einzelbetrieb beanspruchen Handhabung und Einrichtung 40–60 % der gesamten Bearbeitungszeit. Integrierte Linien reduzieren diesen Anteil auf unter 15 %.
Verbesserte Genauigkeit bei allen Abläufen
Genauigkeit bedeutet nicht nur das Erreichen eines bestimmten Wertes. Es geht um Beständigkeit über Tausende von Zyklen hinweg. Integrierte Systeme gewährleisten dies durch robuste Konstruktion und geschlossene Regelkreise. Der Hauptträger der A98 besteht aus dicken Stahlplatten. Der Rahmen durchläuft Schweißen, Glühen, Portalfräsen, Sandstrahlen und Lackieren. Jeder Schritt beseitigt Spannungen, die im Laufe der Zeit zu Verformungen der Struktur führen könnten. In Kombination mit einem vollautomatischen Servoantrieb auf allen Achsen ergibt sich eine Positioniergenauigkeit, die mit Einzelmaschinen nicht zu erreichen ist.
Flexible Produktion für kundenspezifische und Großserienaufträge
Flexibilität bedeutete früher Kompromisse. Man konnte entweder große Stückzahlen effizient produzieren oder kundenspezifische Aufträge profitabel abwickeln, aber selten beides. Integrierte Bohr- und Fräsmaschinen lösen diesen Zielkonflikt auf. Dieselbe Produktionslinie, die 1.000 identische Teile pro Schicht fertigt, kann innerhalb der Zeit, die zum Laden eines neuen Programms benötigt wird, auf einen 10-teiligen Sonderauftrag umstellen. Für Glasverarbeiter, die die Bau- und Möbelindustrie beliefern und deren Aufträge ständig variieren, verändert dies das Geschäftsmodell grundlegend.
Schlussfolgerung
Die Glasindustrie hat sich von Maschinen mit nur einer Funktion weiterentwickelt. Kunden fordern engere Toleranzen, schnellere Lieferzeiten und komplexere Designs. Um diesen Anforderungen gerecht zu werden, ist eine Technologie zum Bohren und Fräsen von Glas erforderlich, die Prozesse integriert, manuelle Eingriffe überflüssig macht und in jedem Arbeitsgang höchste Präzision gewährleistet. BLM Automatic Machine hat dies bereits in der Glasbearbeitung für Architektur, Automobilindustrie und Elektronik unter Beweis gestellt. Die A98-Plattform zeigt, was möglich ist, wenn von Grund auf sowohl die Serienfertigung als auch die dezentrale Produktion berücksichtigt werden. Integriertes Bohren und Fräsen ist kein Luxus mehr, sondern die einzige Möglichkeit, wettbewerbsfähig zu bleiben.
FAQ (häufig gestellte Fragen)
F: Welche Genauigkeit kann ich von einer Präzisionsglasbohrmaschine bei dickem Architekturglas erwarten?
A: Mit Präzisions-Glasbohrmaschinen wie der A98-Serie erreichen Sie eine Positioniergenauigkeit von ±0,1 mm bei Glasstärken bis zu 19 mm. Das CNC-System gleicht Dickenschwankungen aus, und der stabile Stahlrahmen verhindert ein Durchbiegen bei starken Schnitten. Prüfberichte von unabhängigen Dritten bestätigen diese Toleranzen vor dem Versand.
F: Kann die A98 sowohl kleine, vereinzelte Aufträge als auch die Produktion großer Serien ohne lange Umrüstzeiten bewältigen?
A: Ja. Die Glasbohr- und Frästechnologie der A98 ist für die gemischte Fertigung ausgelegt. Das rotierende Werkzeugmagazin fasst 16 Bohrer gleichzeitig, wodurch Werkzeugwechselzeiten zwischen verschiedenen Lochdurchmessern entfallen. Der Industriecomputer verarbeitet CAD-Dateien direkt, sodass der Wechsel von Serienfertigung zu Einzelauftrag weniger als eine Minute dauert.
F: Über welche Zertifizierungen verfügen die CNC-Glasbohrmaschinen von BLM für internationale Märkte?
A: Alle CNC-Glasbohrmaschinen von BLM sind CE-zertifiziert und erfüllen die Maschinenrichtlinie 2006/42/EG. Das Qualitätsmanagementsystem ist nach ISO 9001:2015 zertifiziert. Für den nordamerikanischen Markt kann für qualifizierte Projekte eine UL-Zertifizierung beantragt werden.
F: Wie unterscheidet sich der Glasfräsprozess auf integrierten Maschinen vom Betrieb einer separaten Frässtation?
A: Der Glasfräsprozess auf einer integrierten Maschine eliminiert die Toleranzdifferenz, da das Glas stets fest eingespannt bleibt. Der Fräsvorgang bezieht sich auf dasselbe Koordinatensystem wie das Bohren und gewährleistet so die Rundlaufgenauigkeit. Eine separate Frässtation erfordert ein erneutes Einspannen, was zu Positionierungsfehlern führt und zusätzlichen Platz und Arbeitsaufwand bedeutet.





