

لسنوات طويلة، اعتمدت مصانع معالجة الزجاج على خطوط إنتاج منفصلة للحفر، وتشكيل الحواف، وتشطيب الثقوب. في كل مرة يُنقل فيها الزجاج بين الآلات، كان ذلك يُهدر الوقت، ويُسبب أخطاء في المحاذاة، ويُضيف أعباءً عمالية. أما اليوم، فإن قصر مدة التسليم، وتعقيد أنماط الثقوب، وقلة سماكة ركائز الزجاج، كلها عوامل تتطلب نهجًا مختلفًا. تقنية الحفر والطحن المتكاملة للزجاج تُغني عن عمليات النقل هذه، إذ تُبقي الزجاج في جهاز واحد، وبرنامج واحد، وسير عمل متواصل. لا يقتصر الأمر على توفير الثواني فحسب، بل يتعلق أيضًا بالحفاظ على دقة القياسات. موردي آلات الزجاج لا يمكن للآلات المستقلة ضمان متى يجب أن تتطابق الثقوب عبر لوح بطول 6 أمتار أو متى تحتاج لوحة واحدة إلى 16 قطرًا مختلفًا للثقوب.
فهم عمليات الحفر والطحن المتكاملة للزجاج
يبدأ حفر الزجاج بدقة بالثبات
يختلف ثقب الزجاج تمامًا عن ثقب المعدن. فالزجاج لا يملك حدًا للتشوه، وبمجرد تجاوز حد الإجهاد الذي يتحمله، ينكسر. ولذلك، يعتمد ثقب الزجاج بدقة على صلابة الماكينة، والتحكم في المغزل، والقدرة على إدارة معدلات التغذية في الوقت الفعلي. وتواجه مكابس الثقب المستقلة صعوبةً عند تغير مواضع الثقوب بين عمليات التثبيت. أما الماكينات المتكاملة فتتغلب على هذه المشكلة من خلال تنفيذ جميع العمليات في دورة تثبيت واحدة. يتم تحميل الزجاج مرة واحدة، ويسجل نظام التحكم الرقمي (CNC) موضعه، وتعتمد كل عملية لاحقة على نقطة الصفر نفسها.
يكمن سر نجاح هذا النظام في الإنتاج في تصميمه الهيكلي المتين ونظام التحكم الذكي في التغذية. عند معالجة زجاج الاستحمام على خط إنتاج متكامل، يجب أن تتعامل الآلة مع سماكات تتراوح من 4 مم إلى 19 مم دون الحاجة إلى تغيير المعايير يدويًا. تستخدم الأنظمة الحديثة براغي تعمل بمحركات مؤازرة بسرعات دفع قابلة للتعديل من 0 إلى 3 مم/ثانية. والنتيجة هي جودة ثقوب متسقة في جميع مراحل الإنتاج.
عملية طحن الزجاج لتشطيب الحواف وتوسيع الثقوب
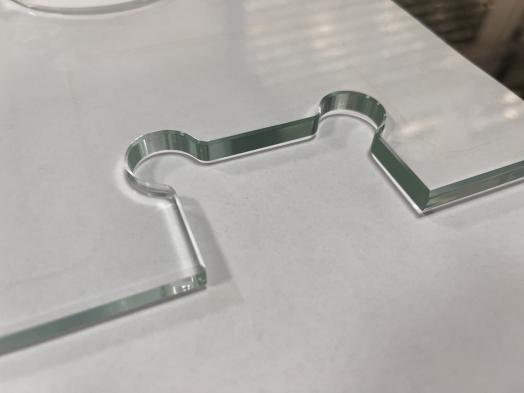
يُنشئ الحفر الثقب، بينما تُنهي عملية التفريز تشطيبه. تُصبح عملية تفريز الزجاج ضرورية عند الحاجة إلى تجاويف غاطسة، أو فتحات، أو فتحات غير دائرية. تتطلب التجهيزات المنفصلة نقل الزجاج إلى جهاز توجيه منفصل، مما يُعرّضه لخطر التكسر وعدم المحاذاة. تُؤدي آلات الحفر والتفريز المتكاملة العمليتين دون الحاجة إلى فصل قطعة العمل. يُمكن تحويل نفس المغزل الذي يحفر الثقب التجريبي إلى قاطع تفريز لتوسيع الثقب إلى أبعاد دقيقة.
يُعدّ هذا الأمر بالغ الأهمية في التطبيقات المعمارية حيث تُثبّت الأجهزة مباشرةً في ثقوب محفورة. يُؤدي أي اختلاف طفيف إلى نقاط إجهاد قد تُسبّب تشقق الزجاج المقسّى بعد أشهر من التركيب. من خلال إجراء عمليتيّ الطحن والحفر في دورة واحدة، يتمّ التخلّص من تراكم التفاوتات التي تحدث عبر آلات متعددة.
مزايا حفر الزجاج باستخدام الحاسوب (CNC) التي يمكنك قياسها
يمثل التحول من الحفر اليدوي إلى الحفر باستخدام الحاسوب (CNC) إمكانية التكرار في تشكيل الزجاج بدقةقد يقوم عامل ماهر بحفر ثقوب مثالية طوال الصباح، لكن التعب يتسلل إليه. أما نظام التحكم الرقمي بالحاسوب (CNC) فلا يعرف التعب أبدًا. إليك ما يوفره ذلك عمليًا:
- يؤدي تغيير الأدوات تلقائيًا إلى إلغاء وقت الإعداد بين تغييرات قطر الثقب
- تتيح ميزة دعم الرسم عبر الإنترنت للمشغلين استيراد ملفات CAD مباشرة
- يقوم الماسح الضوئي للباركود بقراءة تذاكر العمل وتحميل نمط الحفر الصحيح تلقائيًا
- تتيح خاصية الاتصال بنظام تخطيط موارد المؤسسات (ERP) إرسال بيانات الإنتاج إلى نظام الإدارة الخاص بك في الوقت الفعلي.
في آلات مثل سلسلة A81 وA82 وA83، تتسع خزانة الأدوات الدوارة لما بين 8 و24 مثقابًا. بالنسبة لمصنعي زجاج الاستحمام الذين يعالجون طلبات تحتوي على أحجام ثقوب متعددة في نفس الدفعة، تنتقل الآلة إلى المثقاب التالي في أقل من ثانيتين، ويستمر الإنتاج دون انقطاع.
تطبيقات في صناعة الزجاج الحديثة
حفر الزجاج المعماري على نطاق واسع
تتطلب عمليات حفر الزجاج المعماري دقةً لا مثيل لها في القطاعات الأخرى. قد يبلغ قياس لوح جدار ستائري 3000 مم × 1800 مم، ويحتوي على 16 ثقبًا موزعة على سطحه. ويكاد هامش الخطأ ينعدم نظرًا لاستحالة إجراء أي تعديلات ميدانية على الزجاج المقسى.
تعالج الآلات المتكاملة هذه المشكلة بفضل نطاق حركة المحاور الممتد. تعالج آلة A83 الزجاج حتى مقاس 2500 مم × 1500 مم بثلاثة محاور مستقلة. يتيح هذا التوزيع المتداخل للآلة حفر مجموعات متعددة من الثقوب في وقت واحد دون الحاجة إلى إعادة وضع الزجاج. تنخفض أوقات الدورة بأكثر من النصف مقارنةً بالبدائل ذات المحور الواحد.
أكثر ما يُقدّره مُصنّعو الهياكل المعمارية هو قدرتهم على تنفيذ الطلبات الجماعية والطلبات المُخصصة دون الحاجة إلى إعادة تهيئة خط الإنتاج. فعندما يُنتج الخط نفسه 200 لوحة متطابقة في الصباح و15 لوحة شرفة مُخصصة في فترة ما بعد الظهر، تُصبح المرونة مصدر ربح.
الإنتاج على دفعات والإنتاج المتفرق بدون عقوبة
لا تعتمد جميع مصانع الزجاج على خطوط إنتاج ضخمة. فالعديد منها يعتمد على طلبات متفرقة - عشرات أبواب الاستحمام، وثلاثون سطح طاولة، ثم درابزين واحد مصمم حسب الطلب. وتفشل أنظمة التشغيل الآلي التقليدية في هذه المصانع لأن وقت الإعداد يُقلل من الربحية في الإنتاج بكميات صغيرة.
تُقدّم تقنية حفر الزجاج المتكاملة حلاً لهذه المشكلة من خلال أدوات سريعة التغيير وبرمجة خارجية. يقوم المشغلون بتصميم نمط الثقوب في المكتب باستخدام نفس البرنامج المُثبّت على الجهاز. يستغرق تحميل البرنامج على الجهاز أقل من دقيقة. بالنسبة للمحلات التي تستخدم جهاز A98 بتكوينه ذي 8+8 محاور دوران، يُمكنهم حفر وتفريز وتلميع طلبية كاملة دون الحاجة إلى تغيير الأدوات يدويًا. يحتوي الجهاز على 16 رأس حفر مختلف في مخازن الأدوات.
تكامل العمليات المتعددة على منصة واحدة
عند دمج عمليات الحفر والطحن والتلميع في عملية واحدة متواصلة، يدخل الزجاج كقطعة خام ويخرج جاهزًا للتصليد. لا حاجة لأي معالجة وسيطة. لنأخذ على سبيل المثال تصميم A98. فهو يعالج الزجاج حتى مقاس 6000 مم × 2500 مم، بنطاق معالجة X1: من 0 إلى 6000 مم و Y1/Y2: من 0 إلى 2500 مم. تحتوي كل من مخزني الأدوات المزدوجين على ثماني أدوات. قد يحتوي أحدهما على رؤوس حفر بأقطار من 6 إلى 50 مم، بينما يحتوي الآخر على قواطع طحن ورؤوس تلميع. يستدعي البرنامج الأداة المطلوبة تاليًا، ويقوم المخزن الدوار بوضعها في مكانها في أقل من ثانيتين.
هذا ليس مجرد كلام نظري. فقد قامت شركة BLM Automatic Machine بنشر هذه الخطوط في مصانع الزجاج المعماري حيث يستمر الإنتاج على مدار الساعة. يقوم أحد العملاء بمعالجة ألواح الزجاج الرقائقي المستخدمة في تصميمات المصاعد الداخلية. بينما يستخدم عميل آخر نفس نوع الآلات لتصنيع الزجاج الكهروضوئي، حيث تؤثر دقة الثقوب بشكل مباشر على كفاءة الألواح.
فوائد عمليات الحفر والطحن المتكاملة
تحسين الكفاءة من خلال تقليل عمليات المناولة
في كل مرة يتحرك فيها الزجاج، يزداد خطر تلفه. وفي كل مرة يقوم فيها عامل بالقياس والتثبيت، يزداد الوقت الضائع. تقوم الآلات المتكاملة بقطع كليهما. يتم تحميل الزجاج عند وحدة التغذية. تنقله بكرات النقل إلى محطة الحفر. نظام التحكم الرقمي الحاسوبي (CNC) الخاص بـ آلة الحفر للزجاج تستخدم الآلة تقنية محاذاة تلقائية حاصلة على براءة اختراع لتحديد مواقع الحواف. بعد التسجيل، تقوم الآلة بحفر جميع الثقوب، وإجراء أي عمليات طحن مطلوبة، وتسليم الزجاج المُصنّع إلى طاولة الإخراج. في العمليات المستقلة، تستغرق عمليات المناولة والإعداد ما بين 40% و60% من إجمالي وقت المعالجة. أما في خطوط الإنتاج المتكاملة، فيتم تقليص هذه النسبة إلى أقل من 15%.
تحسين الدقة في جميع العمليات
لا تقتصر الدقة على مجرد الوصول إلى رقم محدد، بل تتعداها إلى الاتساق عبر آلاف الدورات. تحافظ الأنظمة المتكاملة على هذا الاتساق من خلال بنية صلبة ونظام تغذية راجعة مغلق. يستخدم العارضة الرئيسية في جهاز A98 ألواحًا فولاذية سميكة. يخضع الهيكل لعمليات اللحام والتلدين والطحن والتنظيف بالرمل والطلاء. تزيل كل خطوة من هذه الخطوات الإجهاد الذي قد يتسبب في تحرك الهيكل بمرور الوقت. أضف إلى ذلك نظام القيادة المؤازرة الكامل على جميع المحاور، لتحصل على دقة تكرارية في تحديد المواقع لا تضاهيها الآلات المستقلة.
إنتاج مرن للطلبات المخصصة والكميات الكبيرة
كانت المرونة تعني في السابق تقديم تنازلات. كان بالإمكان تشغيل كميات كبيرة بكفاءة، أو تنفيذ أعمال مخصصة بربحية، ولكن نادرًا ما كان بالإمكان الجمع بينهما. أما الآن، فقد ألغت آلات الحفر والطحن المتكاملة هذه المفاضلة. فالخط الإنتاجي نفسه الذي ينتج 1000 قطعة متطابقة في كل وردية يمكنه التحول إلى إنتاج طلب مخصص من 10 قطع في الوقت الذي يستغرقه تحميل برنامج جديد. بالنسبة لمصنعي الزجاج الذين يخدمون قطاعي البناء والأثاث، حيث تصل الطلبات بتنوع مستمر، فإن هذا يُغير نموذج العمل جذريًا.
استنتاج
لقد تجاوزت صناعة الزجاج مرحلة الآلات أحادية الوظيفة. يطالب العملاء بتفاوتات أدق، وتسليم أسرع، وتصاميم أكثر تعقيدًا. ويتطلب تلبية هذه المتطلبات تقنية حفر وطحن الزجاج التي تدمج العمليات، وتلغي الحاجة إلى المناولة، وتحافظ على الدقة في كل دورة. وقد أثبتت شركة BLM Automatic Machine ذلك في معالجة الزجاج المعماري، وزجاج السيارات، والزجاج الإلكتروني. تُظهر منصة A98 الإمكانيات المتاحة عند تصميم الإنتاج بكميات كبيرة أو بشكل متفرق منذ البداية. لم يعد دمج عمليات الحفر والطحن ترفًا، بل هو السبيل الوحيد للحفاظ على القدرة التنافسية.
أسئلة متكررة
س: ما هي الدقة التي يمكنني توقعها من آلة حفر الزجاج الدقيقة على الزجاج المعماري السميك؟
أ: باستخدام معدات حفر الزجاج الدقيقة مثل سلسلة A98، يمكنك توقع دقة موضعية تصل إلى ±0.1 مم على زجاج يصل سمكه إلى 19 مم. يعوض نظام التحكم الرقمي بالحاسوب (CNC) اختلافات السماكة، ويمنع الإطار الفولاذي الصلب الانحراف أثناء عمليات القطع الثقيلة. وتؤكد تقارير التحقق من جهات خارجية هذه الدقة قبل الشحن.
س: هل يمكن للآلة A98 التعامل مع كل من الطلبات الصغيرة المتفرقة والإنتاج بكميات كبيرة دون أوقات تغيير طويلة؟
أ: نعم. صُممت تقنية حفر وطحن الزجاج في جهاز A98 للإنتاج المختلط. تتسع خزانة الأدوات الدوارة لـ 16 مثقابًا في آنٍ واحد، مما يُلغي الحاجة إلى تغيير الأدوات بين أقطار الثقوب. يقبل الحاسوب الصناعي ملفات التصميم بمساعدة الحاسوب (CAD) مباشرةً، لذا فإن الانتقال من عملية إنتاج جماعية إلى طلبية خاصة يستغرق أقل من دقيقة.
س: ما هي الشهادات التي تحملها آلات حفر الزجاج CNC من شركة BLM للأسواق الدولية؟
أ: جميع معدات حفر الزجاج CNC من شركة BLM حاصلة على شهادة CE التي تغطي توجيه الآلات 2006/42/EC. نظام إدارة الجودة حاصل على شهادة ISO 9001:2015. بالنسبة لأسواق أمريكا الشمالية، يمكن توفير شهادة UL للمشاريع المؤهلة.
س: كيف تتم مقارنة عملية طحن الزجاج على الآلات المتكاملة بتشغيل محطة طحن منفصلة؟
أ: تُغني عملية طحن الزجاج على آلة متكاملة عن تراكم التفاوتات، لأن الزجاج لا ينفصل أبدًا عن أداة التثبيت. وتعتمد عملية الطحن على نظام الإحداثيات نفسه المستخدم في الحفر، مما يضمن التمركز. أما محطة الطحن المنفصلة فتتطلب إعادة تثبيت، مما يُسبب أخطاء في تحديد المواقع، ويتطلب مساحة أرضية إضافية وعمالة إضافية.





