

कई वर्षों तक, ग्लास प्रोसेसर ड्रिलिंग, एज वर्क और होल फिनिशिंग के लिए अलग-अलग लाइनें चलाते थे। हर बार जब ग्लास मशीनों के बीच जाता था, तो समय बर्बाद होता था, अलाइनमेंट में त्रुटियां आती थीं और श्रम भी बढ़ता था। आज, कम लीड टाइम, जटिल होल पैटर्न और पतले ग्लास सबस्ट्रेट्स के लिए एक अलग दृष्टिकोण की आवश्यकता है। एकीकृत ग्लास ड्रिलिंग और मिलिंग तकनीक इन सभी झंझटों को खत्म कर देती है। यह ग्लास को एक ही फिक्स्चर, एक ही प्रोग्राम और एक निरंतर वर्कफ़्लो में रखती है। यह सिर्फ कुछ सेकंड बचाने की बात नहीं है। यह उन टॉलरेंस को बनाए रखने की बात है जो ग्लास मशीनरी आपूर्तिकर्ता यह सच है कि स्टैंडअलोन मशीनें इस बात की गारंटी नहीं दे सकतीं कि 6 मीटर की शीट पर छेद कब संरेखित होने चाहिए या एक ही पैनल में 16 अलग-अलग व्यास के छेद कब होने चाहिए।
एकीकृत ग्लास ड्रिलिंग और मिलिंग को समझना
सटीक ग्लास ड्रिलिंग की शुरुआत स्थिरता से होती है।
कांच में ड्रिलिंग करना धातु में ड्रिलिंग करने जैसा बिल्कुल नहीं है। कांच की कोई निश्चित सीमा नहीं होती। जैसे ही आप इसकी तनाव सीमा को पार करते हैं, यह टूट जाता है। यही कारण है कि सटीक कांच ड्रिलिंग पूरी तरह से मशीन की मजबूती, स्पिंडल नियंत्रण और वास्तविक समय में फीड दरों को नियंत्रित करने की क्षमता पर निर्भर करती है। अलग-अलग सेटअपों के बीच छेद की स्थिति में बदलाव होने पर स्टैंडअलोन ड्रिल प्रेस मशीनों को परेशानी होती है। एकीकृत मशीनें एक ही क्लैम्पिंग चक्र में सभी क्रियाएं करके इस समस्या का समाधान करती हैं। कांच को एक बार लोड किया जाता है। सीएनसी सिस्टम इसकी स्थिति दर्ज करता है। प्रत्येक बाद की क्रिया उसी शून्य बिंदु को संदर्भित करती है।
उत्पादन में इसकी सफलता का राज इसकी मजबूत संरचनात्मक डिजाइन और बुद्धिमान फीड नियंत्रण का संयोजन है। एकीकृत लाइन पर शावर ग्लास की प्रोसेसिंग करते समय, मशीन को मैन्युअल रूप से पैरामीटर बदले बिना 4 मिमी से 19 मिमी तक की मोटाई को संभालना होता है। आधुनिक प्रणालियाँ सर्वो-चालित स्क्रू का उपयोग करती हैं जिनकी प्रणोदन गति 0 से 3 मिमी/सेकंड तक समायोज्य होती है। इसका परिणाम यह होता है कि पूरी उत्पादन प्रक्रिया में छेदों की गुणवत्ता एक समान रहती है।
किनारों को परिष्कृत करने और छेदों का विस्तार करने के लिए कांच पीसने की प्रक्रिया
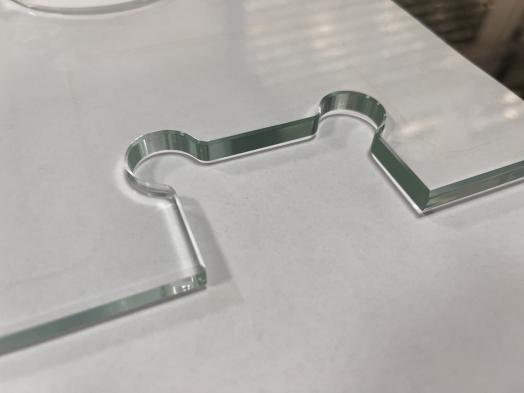
ड्रिलिंग से छेद बनता है। मिलिंग से उसे अंतिम रूप दिया जाता है। काउंटरसिंक, स्लॉट या गैर-गोलाकार छेद बनाने के लिए ग्लास मिलिंग प्रक्रिया आवश्यक हो जाती है। स्टैंडअलोन सेटअप में ग्लास को एक अलग राउटर पर ले जाना पड़ता है, जिससे चिप-आउट और मिसअलाइनमेंट का खतरा रहता है। इंटीग्रेटेड ड्रिलिंग और मिलिंग मशीनें वर्कपीस को हटाए बिना दोनों कार्य करती हैं। जिस स्पिंडल से पायलट होल ड्रिल किया जाता है, वही स्पिंडल मिलिंग कटर में बदलकर उस छेद को सटीक माप तक चौड़ा कर सकता है।
यह बात वास्तुकला संबंधी अनुप्रयोगों में सबसे अधिक महत्वपूर्ण है, जहाँ हार्डवेयर सीधे ड्रिल किए गए छेदों में लगाया जाता है। थोड़ी सी भी असमानता तनाव बिंदु पैदा कर सकती है, जिससे स्थापना के कुछ महीनों बाद ही टेम्पर्ड ग्लास में दरार आ सकती है। एक ही चक्र में मिलिंग और ड्रिलिंग करके, आप कई मशीनों में जमा होने वाली टॉलरेंस की समस्या को खत्म कर देते हैं।
सीएनसी ग्लास ड्रिलिंग के फायदे जिन्हें आप माप सकते हैं
मैनुअल से सीएनसी ग्लास ड्रिलिंग में बदलाव से दोहराव की क्षमता प्राप्त होती है। सटीक ग्लास मशीनिंगएक कुशल ऑपरेटर सुबह भर एकदम सटीक छेद ड्रिल कर सकता है, लेकिन थकान हावी हो जाती है। सीएनसी सिस्टम कभी नहीं थकता। व्यावहारिक रूप से इसके ये फायदे हैं:
- स्वचालित टूल चेंजिंग से छेद के व्यास में बदलाव के बीच लगने वाला सेटअप समय समाप्त हो जाता है।
- ऑनलाइन ड्राइंग सपोर्ट ऑपरेटरों को सीधे सीएडी फाइलों को आयात करने की अनुमति देता है।
- बारकोड स्कैनिंग जॉब टिकट को पढ़ता है और सही ड्रिलिंग पैटर्न को स्वचालित रूप से लोड करता है।
- ईआरपी कनेक्टिविटी उत्पादन डेटा को वास्तविक समय में आपके प्रबंधन सिस्टम में वापस भेजती है।
A81, A82 और A83 सीरीज़ जैसी मशीनों में, घूमने वाली टूल मैगज़ीन में 8 से 24 ड्रिल बिट्स रखी जा सकती हैं। शॉवर ग्लास निर्माताओं के लिए जो एक ही बैच में कई छेद आकारों वाले ऑर्डर प्रोसेस करते हैं, मशीन दो सेकंड से भी कम समय में अगले बिट पर घूम जाती है। उत्पादन निर्बाध रूप से जारी रहता है।
आधुनिक कांच निर्माण में अनुप्रयोग
वास्तुशिल्पीय कांच की बड़े पैमाने पर ड्रिलिंग
वास्तुशिल्पीय कांच में ड्रिलिंग की मांग अन्य क्षेत्रों से कहीं अधिक जटिल होती है। एक कर्टेन वॉल पैनल का आकार 3,000 मिमी x 1,800 मिमी हो सकता है, जिसमें सतह पर 16 छेद होते हैं। त्रुटि की गुंजाइश लगभग शून्य होती है क्योंकि टेम्पर्ड ग्लास में फील्ड में कोई भी बदलाव करना असंभव है।
एकीकृत मशीनें विस्तारित अक्षीय गति के माध्यम से इसे संभालती हैं। A83 तीन स्वतंत्र स्पिंडलों के साथ 2,500 मिमी x 1,500 मिमी तक के कांच को संसाधित करती है। यह क्रमिक कवरेज मशीन को कांच को बिना स्थानांतरित किए एक साथ कई छेद समूह ड्रिल करने की अनुमति देता है। एकल-स्पिंडल विकल्पों की तुलना में चक्र समय आधे से अधिक कम हो जाता है।
वास्तु निर्माताओं के लिए सबसे महत्वपूर्ण बात यह है कि वे बिना किसी बदलाव के बैच और कस्टम दोनों तरह के ऑर्डर पूरे कर सकें। जब एक ही लाइन सुबह 200 एक जैसे पैनल और दोपहर में 15 कस्टम बालकनी पैनल बनाती है, तो लचीलापन ही लाभ का स्रोत बन जाता है।
बिना किसी दंड के बैच और छिटपुट उत्पादन
हर ग्लास प्रोसेसर के पास विशाल उत्पादन लाइनें नहीं होतीं। कई दुकानें छिटपुट ऑर्डरों पर ही चलती हैं—जैसे एक दर्जन शावर के दरवाजे, 30 टेबल टॉप, और फिर एक खास रेलिंग। पारंपरिक स्वचालन इन दुकानों के लिए कारगर नहीं होता क्योंकि छोटे बैचों पर सेटअप का समय लाभप्रदता को खत्म कर देता है।
एकीकृत ग्लास ड्रिलिंग तकनीक त्वरित-परिवर्तन टूलिंग और ऑफ़लाइन प्रोग्रामिंग के साथ इस समस्या का समाधान करती है। ऑपरेटर मशीन पर चलने वाले सॉफ़्टवेयर का उपयोग करके कार्यालय में ही छेद का पैटर्न डिज़ाइन करते हैं। मशीन पर, प्रोग्राम लोड करने में एक मिनट से भी कम समय लगता है। 8+8 स्पिंडल कॉन्फ़िगरेशन वाली A98 मशीन का उपयोग करने वाली वर्कशॉप बिना टूल को मैन्युअल रूप से बदले, ड्रिलिंग, मिलिंग और पॉलिशिंग का पूरा ऑर्डर पूरा कर सकती हैं। मशीन के टूल मैगज़ीन में 16 अलग-अलग बिट्स रखे जा सकते हैं।
एक ही प्लेटफॉर्म पर बहु-प्रक्रिया एकीकरण
जब ड्रिलिंग, मिलिंग और पॉलिशिंग एक निरंतर प्रक्रिया में विलीन हो जाती हैं, तो कांच एक खाली शीट के रूप में प्रवेश करता है और टेम्परिंग के लिए तैयार होकर बाहर निकलता है। बीच में कोई प्रक्रिया नहीं करनी पड़ती। A98 कॉन्फ़िगरेशन पर विचार करें। यह 6,000 मिमी x 2,500 मिमी तक के कांच को संसाधित करता है, जिसमें X1: 0-6,000 मिमी और Y1/Y2: 0-2,500 मिमी की प्रसंस्करण सीमा होती है। दोहरे टूल मैगज़ीन में प्रत्येक में आठ टूल होते हैं। एक मैगज़ीन में Φ6 से Φ50 मिमी तक के ड्रिल बिट हो सकते हैं। दूसरे में मिलिंग कटर और पॉलिशिंग हेड होते हैं। प्रोग्राम अगले आवश्यक टूल को चुनता है, और रोटरी मैगज़ीन उसे दो सेकंड से भी कम समय में सही जगह पर रख देता है।
यह सैद्धांतिक नहीं है। बीएलएम ऑटोमैटिक मशीन ने इन मशीनों को आर्किटेक्चरल ग्लास कारखानों में लगाया है जहाँ उत्पादन 24 घंटे चलता है। एक ग्राहक लिफ्ट के अंदरूनी हिस्सों के लिए लैमिनेटेड ग्लास पैनल तैयार करता है। दूसरा ग्राहक फोटोवोल्टाइक ग्लास के लिए इसी मशीन परिवार का उपयोग करता है, जहाँ छेद की सटीकता सीधे पैनल की दक्षता को प्रभावित करती है।
एकीकृत ड्रिलिंग और मिलिंग के लाभ
कम हैंडलिंग के माध्यम से बढ़ी हुई दक्षता
कांच के हिलने-डुलने से उसके क्षतिग्रस्त होने का खतरा रहता है। ऑपरेटर द्वारा नापने और कसने में लगने वाला समय भी अनुत्पादक समय बढ़ाता है। एकीकृत मशीनें इन दोनों समस्याओं को दूर करती हैं। कांच इनफीड पर लोड होता है। कन्वेयर रोलर्स इसे ड्रिलिंग स्टेशन तक ले जाते हैं। ग्लास के लिए ड्रिलिंग मशीन पेटेंटकृत स्वचालित संरेखण तकनीक का उपयोग करके किनारों की स्थिति का पता लगाया जाता है। एक बार स्थिति का पता लग जाने पर, मशीन सभी छेद ड्रिल करती है, आवश्यक मिलिंग करती है और तैयार कांच को आउटफीड टेबल पर पहुंचा देती है। स्वतंत्र संचालन में, हैंडलिंग और सेटअप में कुल प्रसंस्करण समय का 40-60% समय लगता है। एकीकृत लाइनें इसे 15% से भी कम कर देती हैं।
सभी कार्यों में सटीकता में सुधार
सटीकता का मतलब सिर्फ एक संख्या तक पहुंचना नहीं है। इसका मतलब है हजारों चक्रों में निरंतरता बनाए रखना। एकीकृत प्रणालियाँ मजबूत निर्माण और क्लोज्ड-लूप फीडबैक के माध्यम से इसे बनाए रखती हैं। A98 के मुख्य बीम में मोटी स्टील प्लेटें लगी हैं। फ्रेम वेल्डिंग, एनीलिंग, गैन्ट्री मिलिंग, सैंडब्लास्टिंग और पेंटिंग जैसी प्रक्रियाओं से गुजरता है। हर चरण में उस तनाव को दूर किया जाता है जिससे समय के साथ संरचना में बदलाव आ सकता है। इसे सभी अक्षों पर पूर्ण सर्वो ड्राइव के साथ मिलाएं, तो आपको ऐसी स्थिति निर्धारण क्षमता मिलती है जो स्वतंत्र मशीनें नहीं दे सकतीं।
कस्टम और उच्च मात्रा वाले ऑर्डरों के लिए लचीला उत्पादन
पहले लचीलेपन का मतलब समझौता होता था। आप या तो अधिक मात्रा में उत्पादन कुशलतापूर्वक कर सकते थे, या फिर कस्टम काम लाभप्रद ढंग से कर सकते थे, लेकिन दोनों एक साथ शायद ही संभव थे। एकीकृत ड्रिलिंग और मिलिंग मशीनों ने इस दुविधा को खत्म कर दिया है। एक ही लाइन जो प्रति शिफ्ट 1,000 एक जैसे टुकड़े तैयार करती है, वही लाइन एक नया प्रोग्राम लोड होने में लगने वाले समय में 10 टुकड़ों के कस्टम ऑर्डर पर स्विच कर सकती है। निर्माण और फर्नीचर बाजारों को सेवा देने वाले ग्लास प्रोसेसरों के लिए, जहां ऑर्डर लगातार बदलते रहते हैं, यह उनके व्यवसाय मॉडल को बदल देता है।
निष्कर्ष
ग्लास उद्योग अब केवल एक ही कार्य करने वाली मशीनों से आगे बढ़ चुका है। ग्राहक अब सटीक टॉलरेंस, तेज़ डिलीवरी और अधिक जटिल डिज़ाइन की मांग करते हैं। इन मांगों को पूरा करने के लिए ग्लास ड्रिलिंग और मिलिंग तकनीक की आवश्यकता है जो प्रक्रियाओं को एकीकृत करे, अनावश्यक हेरफेर को समाप्त करे और प्रत्येक चक्र में सटीकता बनाए रखे। बीएलएम ऑटोमैटिक मशीन ने आर्किटेक्चरल, ऑटोमोटिव और इलेक्ट्रॉनिक ग्लास प्रोसेसिंग में इसे साबित कर दिया है। A98 प्लेटफॉर्म दिखाता है कि जब आप उच्च मात्रा और बिखरे हुए उत्पादन दोनों के लिए शुरू से ही डिज़ाइन करते हैं तो क्या संभव है। एकीकृत ड्रिलिंग और मिलिंग अब विलासिता नहीं रही। प्रतिस्पर्धा में बने रहने का यही एकमात्र तरीका है।
सामान्य प्रश्न
प्रश्न: मोटे वास्तुशिल्पीय कांच पर सटीक ग्लास ड्रिलिंग मशीन से मैं कितनी सटीकता की उम्मीद कर सकता हूँ?
उत्तर: A98 सीरीज़ जैसे सटीक ग्लास ड्रिलिंग उपकरणों के साथ, आप 19 मिमी तक की मोटाई वाले ग्लास पर ±0.1 मिमी की सटीक स्थिति की उम्मीद कर सकते हैं। CNC सिस्टम मोटाई में होने वाले बदलावों को समायोजित करता है, और मज़बूत स्टील फ्रेम भारी कटाई के दौरान झुकाव को रोकता है। शिपमेंट से पहले तृतीय-पक्ष सत्यापन रिपोर्ट इन सहनशीलताओं की पुष्टि करती हैं।
प्रश्न: क्या A98 बिना लंबे बदलाव के समय के छोटे-छोटे छिटपुट ऑर्डर और बड़े पैमाने पर उत्पादन दोनों को संभाल सकता है?
उत्तर: जी हां। A98 में ग्लास ड्रिलिंग और मिलिंग तकनीक मिश्रित उत्पादन के लिए डिज़ाइन की गई है। घूमने वाली टूल मैगज़ीन में एक साथ 16 ड्रिल बिट्स रखी जा सकती हैं, जिससे छेद के व्यास के अनुसार टूल बदलने का समय समाप्त हो जाता है। औद्योगिक कंप्यूटर सीधे CAD फ़ाइलें स्वीकार करता है, इसलिए बैच जॉब से कस्टम ऑर्डर में बदलने में एक मिनट से भी कम समय लगता है।
प्रश्न: बीएलएम की सीएनसी ग्लास ड्रिलिंग मशीनों के पास अंतरराष्ट्रीय बाजारों के लिए कौन-कौन से प्रमाणन हैं?
उत्तर: बीएलएम के सभी सीएनसी ग्लास ड्रिलिंग उपकरण सीई प्रमाणन प्राप्त हैं, जो 2006/42/ईसी मशीनरी निर्देश का अनुपालन करते हैं। गुणवत्ता प्रबंधन प्रणाली आईएसओ 9001:2015 प्रमाणित है। उत्तरी अमेरिकी बाजारों के लिए, योग्य परियोजनाओं के लिए यूएल प्रमाणन की व्यवस्था की जा सकती है।
प्रश्न: एकीकृत मशीनों पर कांच पीसने की प्रक्रिया की तुलना अलग-अलग पिसाई स्टेशनों पर कांच पीसने की प्रक्रिया से कैसे की जा सकती है?
उत्तर: एकीकृत मशीन पर कांच पीसने की प्रक्रिया में टॉलरेंस स्टैक की समस्या समाप्त हो जाती है क्योंकि कांच कभी भी वर्कहोल्डिंग से अलग नहीं होता। पीसने की प्रक्रिया ड्रिलिंग के समान ही सटीक समन्वय प्रणाली का उपयोग करती है, जिससे संकेंद्रण सुनिश्चित होता है। एक अलग पीसने वाले स्टेशन में बार-बार क्लैंपिंग की आवश्यकता होती है, जिससे स्थिति निर्धारण में त्रुटियां उत्पन्न होती हैं और अतिरिक्त स्थान और श्रम की आवश्यकता होती है।





