

Durante años, los procesadores de vidrio utilizaron líneas separadas para perforación, trabajo de bordes y acabado de agujeros. Cada vez que el vidrio se movía entre máquinas, se perdía tiempo, se introducían errores de alineación y se aumentaba la mano de obra. Hoy en día, los plazos de entrega más cortos, los patrones de agujeros complejos y los sustratos de vidrio más delgados exigen un enfoque diferente. La tecnología integrada de perforación y fresado de vidrio elimina esas transferencias. Mantiene el vidrio en un solo soporte, un solo programa y un flujo de trabajo continuo. No se trata solo de ahorrar segundos. Se trata de mantener tolerancias que proveedores de maquinaria de vidrio Coincido en que las máquinas independientes no pueden garantizar que los agujeros se alineen en una lámina de 6 metros o que un solo panel necesite 16 diámetros de agujeros diferentes.
Comprensión de la perforación y el fresado integrados del vidrio
La perforación de vidrio de precisión comienza con la estabilidad.
Perforar vidrio no se parece en nada a perforar metal. El vidrio no tiene límite elástico. En el momento en que se supera su límite de tensión, se fractura. Por eso, la perforación de precisión en vidrio depende totalmente de la rigidez de la máquina, el control del husillo y la capacidad de gestionar las velocidades de avance en tiempo real. Las taladradoras independientes tienen dificultades cuando la posición de los orificios cambia entre configuraciones. Las máquinas integradas solucionan este problema realizando todas las operaciones en un solo ciclo de sujeción. El vidrio se carga una sola vez. El sistema CNC registra su posición. Cada operación posterior toma como referencia el mismo punto cero.
Lo que hace que este sistema funcione en producción es su diseño estructural robusto combinado con un control de alimentación inteligente. Al procesar vidrio para duchas en una línea integrada, la máquina debe manejar espesores de 4 mm a 19 mm sin necesidad de modificar los parámetros manualmente. Los sistemas modernos utilizan tornillos servoaccionados con velocidades de propulsión ajustables de 0 a 3 mm/s. El resultado es una calidad de perforación uniforme en toda la producción.
Proceso de fresado de vidrio para el acabado de bordes y la expansión de orificios.
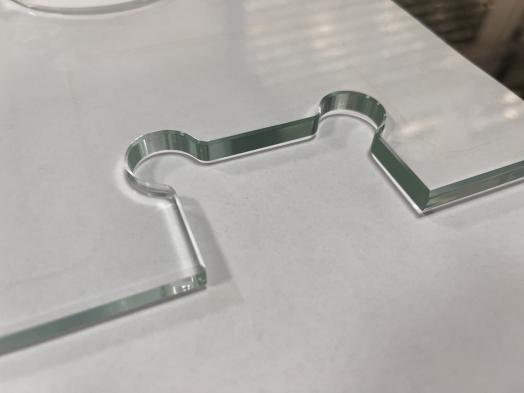
El taladrado crea el orificio. El fresado lo termina. El proceso de fresado de vidrio se vuelve esencial cuando se necesitan avellanados, ranuras o aberturas no circulares. Los sistemas independientes requerirían trasladar el vidrio a una fresadora aparte, con el riesgo de astillado y desalineación. Las máquinas integradas de taladrado y fresado realizan ambas operaciones sin soltar la pieza. El mismo husillo que taladra el orificio guía puede cambiar a una fresa y ensanchar ese orificio a la dimensión exacta.
Esto es especialmente importante en aplicaciones arquitectónicas donde los herrajes se montan directamente en orificios perforados. Una ligera discrepancia crea puntos de tensión que pueden agrietar el vidrio templado meses después de la instalación. Al fresar y perforar en el mismo ciclo, se elimina la acumulación de tolerancias que se produce al utilizar varias máquinas.
Ventajas de la perforación de vidrio CNC que usted puede medir
El cambio de la perforación manual a la perforación CNC del vidrio representa la repetibilidad en mecanizado de precisión del vidrioUn operario experto podría taladrar agujeros perfectos toda la mañana, pero la fatiga se hace presente. Un sistema CNC nunca se cansa. Esto es lo que ofrece en términos prácticos:
- El cambio automático de herramientas elimina el tiempo de preparación entre cambios de diámetro de orificio.
- La compatibilidad con el dibujo en línea permite a los operadores importar archivos CAD directamente.
- El escaneo del código de barras lee las órdenes de trabajo y carga automáticamente el patrón de perforación correcto.
- La conectividad ERP envía datos de producción a su sistema de gestión en tiempo real.
En máquinas como las series A81, A82 y A83, el cargador de herramientas giratorio tiene capacidad para entre 8 y 24 brocas. Para los fabricantes de mamparas de ducha que procesan pedidos con varios tamaños de orificio en el mismo lote, la máquina cambia a la siguiente broca en menos de dos segundos. La producción continúa sin interrupciones.
Aplicaciones en la fabricación moderna de vidrio
Perforación de vidrio arquitectónico a gran escala
La perforación de vidrio arquitectónico plantea exigencias que otros sectores no tienen. Un panel de muro cortina puede medir 3000 mm x 1800 mm con 16 orificios en su superficie. El margen de error es prácticamente nulo, ya que es imposible realizar modificaciones en el vidrio templado en obra.
Las máquinas integradas gestionan esto mediante un recorrido de eje extendido. La A83 procesa vidrio de hasta 2500 mm x 1500 mm con tres husillos independientes. Esta cobertura escalonada permite a la máquina perforar varios grupos de orificios simultáneamente sin necesidad de reposicionar el vidrio. Los tiempos de ciclo se reducen a menos de la mitad en comparación con las alternativas de un solo husillo.
Lo que más valoran los fabricantes de elementos arquitectónicos es la capacidad de procesar tanto pedidos en serie como personalizados sin necesidad de reconfiguración. Cuando la misma línea produce 200 paneles idénticos por la mañana y 15 paneles personalizados para balcones por la tarde, la flexibilidad se traduce en beneficios.
Producción por lotes y dispersa sin penalización.
No todos los fabricantes de vidrio operan líneas de producción masivas. Muchos talleres sobreviven con pedidos puntuales: una docena de puertas de ducha, 30 tableros de mesa y, de repente, una sola barandilla a medida. La automatización tradicional no funciona para estos talleres porque el tiempo de preparación reduce drásticamente la rentabilidad en lotes pequeños.
La tecnología integrada de perforación de vidrio resuelve este problema con herramientas de cambio rápido y programación fuera de línea. Los operarios diseñan el patrón de perforación en la oficina utilizando el mismo software que se ejecuta en la máquina. En la máquina, la carga del programa lleva menos de un minuto. Los talleres que utilizan la A98 con su configuración de husillo 8+8 pueden perforar, fresar y pulir un pedido completo sin necesidad de cambiar las herramientas manualmente. La máquina dispone de 16 brocas diferentes en sus cargadores de herramientas.
Integración de múltiples procesos en una única plataforma
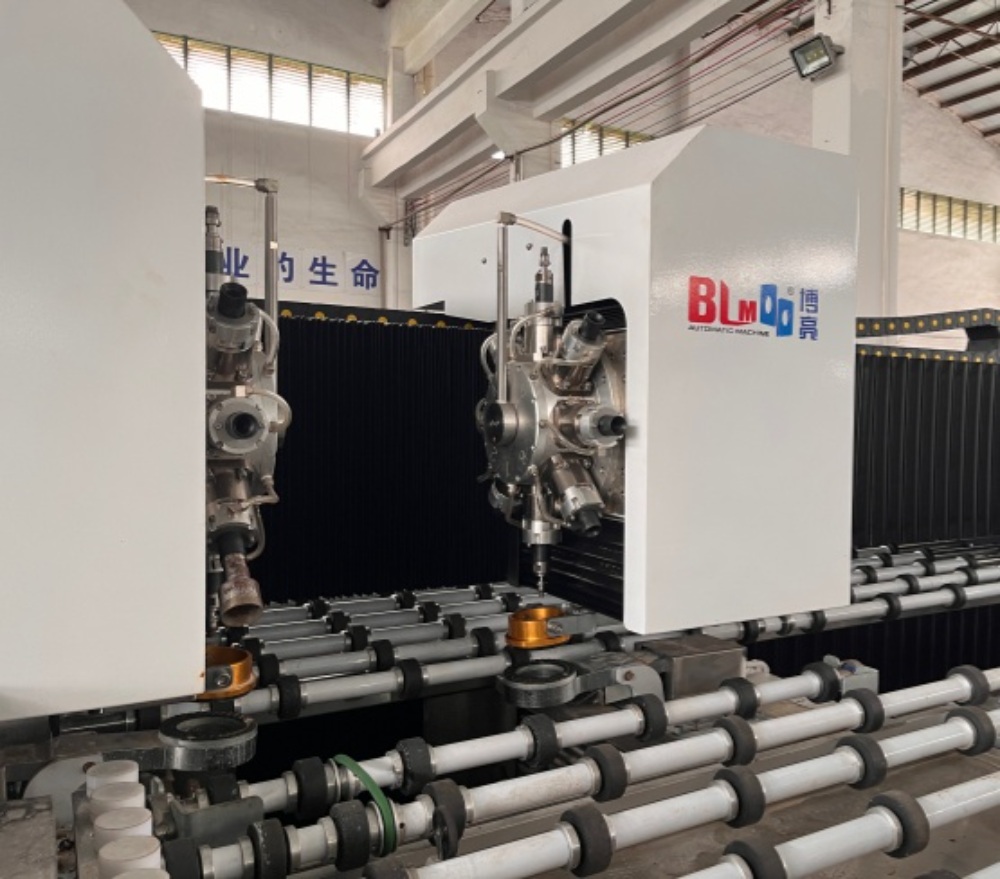
Cuando el taladrado, el fresado y el pulido se combinan en una operación continua, el vidrio entra como una lámina en blanco y sale listo para el templado. No requiere manipulación intermedia. Considere la configuración A98. Procesa vidrio de hasta 6000 mm x 2500 mm con un rango de procesamiento de X1: 0-6000 mm e Y1/Y2: 0-2500 mm. Los dos cargadores de herramientas tienen capacidad para ocho herramientas cada uno. Un cargador puede contener brocas de Φ6 a Φ50 mm. El otro contiene fresas y cabezales de pulido. El programa selecciona la herramienta que necesita a continuación y el cargador rotatorio la posiciona en menos de dos segundos.
Esto no es teórico. BLM Automatic Machine ha implementado estas líneas en fábricas de vidrio arquitectónico donde la producción funciona las 24 horas. Un cliente procesa paneles de vidrio laminado para interiores de ascensores. Otro utiliza la misma familia de máquinas para vidrio fotovoltaico, donde la precisión de los orificios afecta directamente la eficiencia del panel.
Ventajas de la perforación y el fresado integrados
Mayor eficiencia gracias a una menor manipulación.
Cada vez que se mueve el vidrio, se corre el riesgo de dañarlo. Cada vez que un operario mide y sujeta, se añade tiempo improductivo. Las máquinas integradas cortan ambos. El vidrio se carga en la entrada. Los rodillos transportadores lo mueven a la estación de perforación. El sistema CNC de la perforadora para vidrio La máquina toma como referencia las posiciones de los bordes mediante una tecnología de alineación automática patentada. Una vez registradas, perfora todos los orificios, realiza el fresado necesario y entrega el vidrio terminado a la mesa de salida. En operaciones independientes, la manipulación y la configuración consumen entre el 40 % y el 60 % del tiempo total de procesamiento. Las líneas integradas reducen este porcentaje a menos del 15 %.
Mayor precisión en todas las operaciones.
La precisión no se trata solo de alcanzar un valor numérico, sino de mantener la consistencia a lo largo de miles de ciclos. Los sistemas integrados lo logran mediante una construcción robusta y un sistema de retroalimentación de circuito cerrado. La viga principal del A98 utiliza placas de acero de gran espesor. El bastidor se somete a procesos de soldadura, recocido, fresado pórtico, granallado y pintura. Cada paso elimina las tensiones que podrían provocar movimientos en la estructura con el tiempo. Si a esto le sumamos el servoaccionamiento completo en todos los ejes, obtenemos una repetibilidad de posicionamiento inigualable por las máquinas independientes.
Producción flexible para pedidos personalizados y de gran volumen.
Antes, la flexibilidad implicaba concesiones. Se podía producir un gran volumen de forma eficiente o realizar trabajos personalizados de manera rentable, pero rara vez ambas cosas. Las máquinas integradas de taladrado y fresado eliminan esa disyuntiva. La misma línea que produce 1000 piezas idénticas por turno puede pasar a un pedido personalizado de 10 piezas en el tiempo que se tarda en cargar un nuevo programa. Para los procesadores de vidrio que abastecen a los sectores de la construcción y el mueble, donde los pedidos llegan con variaciones constantes, esto transforma el modelo de negocio.
Conclusión
La industria del vidrio ha superado la etapa de las máquinas monofuncionales. Los clientes exigen tolerancias más estrictas, entregas más rápidas y diseños de mayor complejidad. Para satisfacer estas demandas, se requiere tecnología de perforación y fresado de vidrio que integre procesos, elimine la manipulación manual y mantenga la precisión en cada ciclo. BLM Automatic Machine lo ha demostrado en el procesamiento de vidrio arquitectónico, automotriz y electrónico. La plataforma A98 muestra lo que es posible cuando se diseña desde cero para la producción en grandes volúmenes y la producción distribuida. La perforación y el fresado integrados ya no son un lujo; son la única manera de mantenerse competitivo.
Preguntas frecuentes
P: ¿Qué precisión puedo esperar de una máquina perforadora de vidrio de precisión al trabajar con vidrio arquitectónico grueso?
R: Con equipos de perforación de vidrio de precisión como la serie A98, puede esperar una precisión de posicionamiento de ±0,1 mm en vidrio de hasta 19 mm de espesor. El sistema CNC compensa las variaciones de espesor y el marco de acero rígido evita la deformación durante los cortes profundos. Los informes de verificación de terceros confirman estas tolerancias antes del envío.
P: ¿Puede la A98 gestionar tanto pedidos pequeños y dispersos como la producción en grandes lotes sin largos tiempos de cambio?
R: Sí. La tecnología de perforación y fresado de vidrio de la A98 está diseñada para la producción mixta. El cargador de herramientas giratorio tiene capacidad para 16 brocas simultáneamente, lo que elimina el tiempo de cambio de herramienta entre diferentes diámetros de orificio. El ordenador industrial acepta archivos CAD directamente, por lo que pasar de un trabajo en serie a un pedido personalizado lleva menos de un minuto.
P: ¿Qué certificaciones tienen las máquinas perforadoras de vidrio CNC de BLM para los mercados internacionales?
R: Todos los equipos de perforación de vidrio CNC de BLM cuentan con la certificación CE, conforme a la Directiva de Maquinaria 2006/42/CE. El sistema de gestión de calidad está certificado según la norma ISO 9001:2015. Para los mercados norteamericanos, se puede gestionar la certificación UL para proyectos que cumplan los requisitos.
P: ¿Cómo se compara el proceso de fresado de vidrio en máquinas integradas con el funcionamiento de una estación de fresado independiente?
R: El proceso de fresado de vidrio en una máquina integrada elimina la acumulación de tolerancias, ya que el vidrio nunca se separa del sistema de sujeción. La operación de fresado utiliza el mismo sistema de coordenadas que el taladrado, lo que garantiza la concentricidad. Una estación de fresado independiente requiere volver a sujetar la pieza, lo que introduce errores de posicionamiento y requiere espacio y mano de obra adicionales.





