

Durante anos, as fábricas de vidro operavam linhas separadas para perfuração, acabamento de bordas e furação. Cada vez que o vidro era transferido entre máquinas, tempo era perdido, erros de alinhamento eram introduzidos e mão de obra adicional era necessária. Hoje, prazos de entrega mais curtos, padrões de furos complexos e substratos de vidro mais finos exigem uma abordagem diferente. A tecnologia integrada de perfuração e fresagem de vidro elimina essas transferências. Ela mantém o vidro em um único dispositivo, um único programa e um fluxo de trabalho contínuo. Não se trata apenas de economizar segundos. Trata-se de manter as tolerâncias que fornecedores de máquinas de vidro Concordo que máquinas autônomas não podem garantir o alinhamento preciso dos furos em uma chapa de 6 metros ou quando um único painel precisa de 16 diâmetros de furos diferentes.
Entendendo a perfuração e fresagem integradas de vidro
A perfuração precisa em vidro começa com estabilidade.
Furar vidro é completamente diferente de furar metal. O vidro não tem limite de elasticidade. No momento em que sua resistência é ultrapassada, ele se fratura. É por isso que a furação de precisão em vidro depende inteiramente da rigidez da máquina, do controle do fuso e da capacidade de gerenciar as taxas de avanço em tempo real. Furadeiras de bancada independentes apresentam dificuldades quando a posição do furo se altera entre as configurações. Máquinas integradas resolvem esse problema realizando todas as operações em um único ciclo de fixação. O vidro é carregado uma única vez. O sistema CNC registra sua posição. Cada operação subsequente utiliza o mesmo ponto zero como referência.
O que torna isso viável na produção é o design estrutural robusto combinado com o controle inteligente de alimentação. Ao processar vidros para box de chuveiro em uma linha integrada, a máquina precisa lidar com espessuras de 4 mm a 19 mm sem a necessidade de ajustes manuais de parâmetros. Os sistemas modernos utilizam parafusos servoacionados com velocidades de propulsão ajustáveis de 0 a 3 mm/s. O resultado é uma qualidade de furo consistente em todos os lotes de produção.
Processo de fresagem de vidro para acabamento de bordas e alargamento de furos
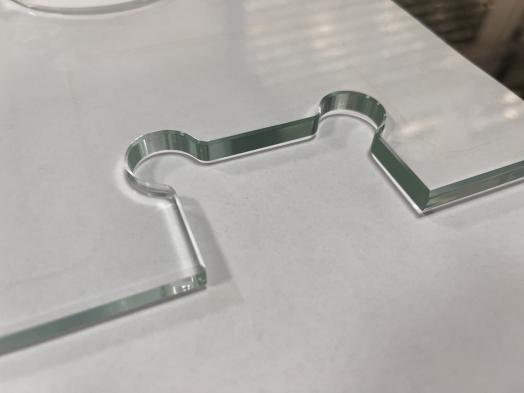
A perfuração cria o furo. A fresagem o finaliza. O processo de fresagem em vidro torna-se essencial quando se necessita de rebaixos, ranhuras ou aberturas não circulares. Sistemas independentes exigiriam a transferência do vidro para uma fresadora separada, com risco de lascas e desalinhamento. As máquinas integradas de perfuração e fresagem realizam ambas as operações sem a necessidade de remover a peça. O mesmo eixo que perfura o furo piloto pode ser trocado por uma fresa e alargar o furo até a dimensão exata desejada.
Isso é especialmente importante em aplicações arquitetônicas, onde os componentes são fixados diretamente em furos pré-perfurados. Uma pequena discrepância cria pontos de tensão que podem trincar o vidro temperado meses após a instalação. Ao fresar e furar no mesmo ciclo, elimina-se o acúmulo de tolerâncias que ocorre em várias máquinas.
Vantagens da perfuração de vidro CNC que você pode medir
A transição da perfuração manual para a perfuração CNC em vidro representa a repetibilidade em usinagem de vidro de precisãoUm operador habilidoso pode passar a manhã inteira fazendo furos perfeitos, mas a fadiga acaba aparecendo. Um sistema CNC nunca se cansa. Veja o que isso significa na prática:
- A troca automática de ferramentas elimina o tempo de preparação entre as alterações do diâmetro do furo.
- O suporte para desenho online permite que os operadores importem arquivos CAD diretamente.
- A leitura de código de barras lê as ordens de serviço e carrega automaticamente o padrão de furação correto.
- A conectividade com o ERP envia dados de produção de volta para o seu sistema de gestão em tempo real.
Em máquinas como as séries A81, A82 e A83, o magazine rotativo de ferramentas comporta entre 8 e 24 brocas. Para fabricantes de box de vidro que processam pedidos com furos de diferentes tamanhos no mesmo lote, a máquina alterna para a próxima broca em menos de dois segundos. A produção continua sem interrupções.
Aplicações na fabricação moderna de vidro
Perfuração de vidro arquitetônico em grande escala
A perfuração de vidro arquitetônico impõe exigências que outros setores não têm. Um painel de fachada cortina pode medir 3.000 mm por 1.800 mm com 16 furos em sua superfície. A tolerância a erros se aproxima de zero, pois modificações em vidro temperado são impossíveis em campo.
As máquinas integradas lidam com isso por meio de um curso de eixo estendido. A A83 processa vidro de até 2.500 mm por 1.500 mm com três fusos independentes. Essa cobertura escalonada permite que a máquina perfure vários conjuntos de furos simultaneamente sem reposicionar o vidro. Os tempos de ciclo caem para menos da metade em comparação com as alternativas de fuso único.
O que os fabricantes de estruturas arquitetônicas mais valorizam é a capacidade de processar tanto encomendas em lote quanto encomendas personalizadas sem necessidade de reconfiguração. Quando a mesma linha de produção fabrica 200 painéis idênticos pela manhã e 15 painéis de varanda personalizados à tarde, a flexibilidade se traduz em lucro.
Produção em lotes e dispersa sem penalidades
Nem todas as empresas de processamento de vidro operam em linhas de produção massivas. Muitas sobrevivem com encomendas esporádicas — uma dúzia de portas de box para chuveiro, 30 tampos de mesa e um único corrimão personalizado. A automação tradicional não funciona para essas empresas porque o tempo de preparação compromete a lucratividade em pequenos lotes.
A tecnologia integrada de perfuração em vidro resolve esse problema com ferramentas de troca rápida e programação offline. Os operadores projetam o padrão de furos no escritório usando o mesmo software que roda na máquina. Na máquina, carregar o programa leva menos de um minuto. Para oficinas que utilizam a A98 com sua configuração de 8+8 fusos, é possível furar, fresar e polir um pedido completo sem nunca precisar trocar as ferramentas manualmente. A máquina comporta 16 brocas diferentes em seus magazines de ferramentas.
Integração de múltiplos processos em uma única plataforma
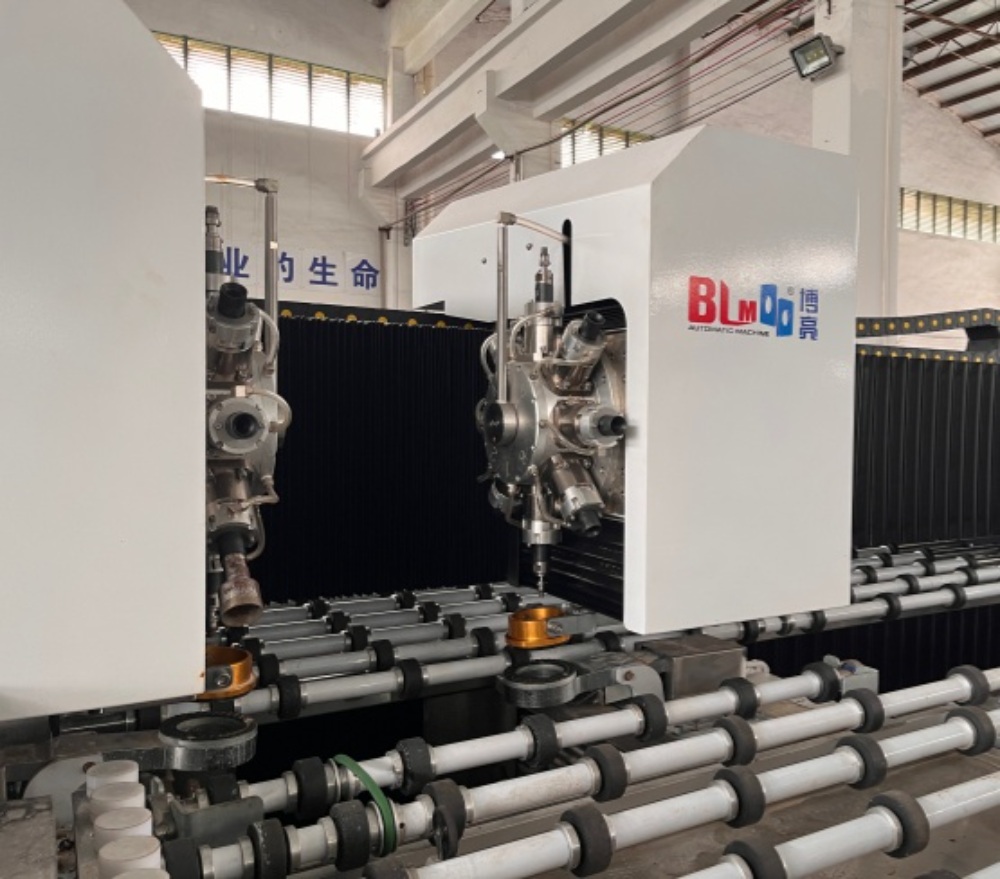
Quando a perfuração, a fresagem e o polimento se fundem em uma única operação contínua, o vidro entra como uma folha em branco e sai pronto para têmpera. Sem manuseio intermediário. Considere a configuração A98. Ela processa vidro de até 6.000 mm por 2.500 mm com uma faixa de processamento de X1: 0-6.000 mm e Y1/Y2: 0-2.500 mm. Os dois magazines de ferramentas comportam oito ferramentas cada. Um magazine pode conter brocas de Φ6 a Φ50 mm. O outro comporta fresas e cabeçotes de polimento. O programa seleciona a ferramenta necessária em seguida, e o magazine rotativo a posiciona em menos de dois segundos.
Isso não é teórico. A BLM Automatic Machine implantou essas linhas em fábricas de vidro arquitetônico onde a produção funciona 24 horas por dia. Um cliente processa painéis de vidro laminado para interiores de elevadores. Outro usa a mesma família de máquinas para vidro fotovoltaico, onde a precisão dos furos afeta diretamente a eficiência do painel.
Benefícios da perfuração e fresagem integradas
Maior eficiência através da redução do manuseio.
Cada vez que o vidro se move, você corre o risco de danificá-lo. Cada vez que um operador mede e fixa o material, você adiciona tempo improdutivo. Máquinas integradas cortam ambos. O vidro é carregado na entrada. Rolos transportadores o levam até a estação de perfuração. O sistema CNC da máquina de perfuração para vidro O sistema utiliza tecnologia patenteada de alinhamento automático para posicionar as bordas de referência. Após o registro, a máquina perfura todos os furos, realiza qualquer fresagem necessária e entrega o vidro acabado à mesa de saída. Em operações independentes, o manuseio e a preparação consomem de 40% a 60% do tempo total de processamento. Linhas integradas reduzem esse tempo para menos de 15%.
Precisão aprimorada em todas as operações
A precisão não se resume a atingir um número. Trata-se de consistência ao longo de milhares de ciclos. Os sistemas integrados mantêm essa consistência por meio de uma construção rígida e feedback em circuito fechado. A viga principal da A98 utiliza chapas de aço espessas. A estrutura passa por soldagem, recozimento, fresagem em pórtico, jateamento de areia e pintura. Cada etapa elimina a tensão que poderia causar movimentação da estrutura ao longo do tempo. Combine isso com o acionamento servo completo em todos os eixos e você obterá uma repetibilidade de posicionamento que máquinas independentes não conseguem igualar.
Produção flexível para encomendas personalizadas e de grande volume.
Antigamente, flexibilidade significava compromisso. Era possível produzir grandes volumes com eficiência ou encomendas personalizadas com lucro, mas raramente ambos. As máquinas integradas de perfuração e fresagem eliminam essa necessidade de escolha. A mesma linha que produz 1.000 peças idênticas por turno pode agora processar um pedido personalizado de 10 peças no tempo necessário para carregar um novo programa. Para processadores de vidro que atendem aos mercados da construção civil e de móveis, onde os pedidos chegam com variações constantes, isso transforma o modelo de negócios.
Conclusão
A indústria do vidro já ultrapassou a fase das máquinas monofuncionais. Os clientes exigem tolerâncias mais rigorosas, entregas mais rápidas e maior complexidade de design. Atender a essas demandas requer tecnologia de perfuração e fresagem de vidro que integre processos, elimine o manuseio e mantenha a precisão em todos os ciclos. A BLM Automatic Machine demonstrou isso no processamento de vidros para arquitetura, indústria automotiva e eletrônica. A plataforma A98 mostra o que é possível quando se projeta desde o início para produção em larga escala e também para produção dispersa. A perfuração e a fresagem integradas não são mais um luxo. São a única maneira de se manter competitivo.
FAQ
P: Que precisão posso esperar de uma máquina de perfuração de vidro de alta precisão em vidro arquitetônico espesso?
A: Com equipamentos de perfuração de vidro de precisão, como a série A98, você pode esperar uma precisão de posicionamento de ±0,1 mm em vidros de até 19 mm de espessura. O sistema CNC compensa as variações de espessura e a estrutura rígida de aço evita deformações durante cortes mais pesados. Relatórios de verificação de terceiros confirmam essas tolerâncias antes do envio.
P: A A98 consegue lidar tanto com pequenas encomendas dispersas quanto com grandes lotes de produção sem longos tempos de troca de ferramentas?
A: Sim. A tecnologia de perfuração e fresagem de vidro da A98 foi projetada para produção mista. O magazine de ferramentas rotativo comporta 16 brocas simultaneamente, eliminando o tempo de troca de ferramentas entre diferentes diâmetros de furos. O computador industrial aceita arquivos CAD diretamente, portanto, a transição de um trabalho em lote para um pedido personalizado leva menos de um minuto.
P: Quais certificações as máquinas de perfuração de vidro CNC da BLM possuem para os mercados internacionais?
A: Todos os equipamentos de perfuração de vidro CNC da BLM possuem certificação CE, em conformidade com a Diretiva de Máquinas 2006/42/CE. O sistema de gestão da qualidade é certificado pela ISO 9001:2015. Para o mercado norte-americano, a certificação UL pode ser providenciada para projetos qualificados.
P: Como se compara o processo de fresagem de vidro em máquinas integradas com o uso de uma estação de fresagem separada?
A: O processo de fresagem de vidro em uma máquina integrada elimina o acúmulo de tolerâncias, pois o vidro nunca se desprende da fixação. A operação de fresagem utiliza o mesmo sistema de coordenadas da furação, garantindo a concentricidade. Uma estação de fresagem separada requer o reposicionamento da peça, o que introduz erros de posicionamento e exige mais espaço e mão de obra.





